
Stalen oppervlakken worden vaak gereinigd met schurende werking of met elektrisch gereedschap voordat beschermende coatings worden aangebracht. Het resulterende oppervlakteprofiel moet nauwkeurig worden beoordeeld om ervoor te zorgen dat aan de werk- of contractspecificaties wordt voldaan.
Maar is profielhoogte alleen (de meest gemeten parameter) een goede indicator voor de prestaties van coatings op lange termijn?
In dit artikel wordt verslag gedaan van recente tests waarbij een groot aantal profielen met pull-off hechting werd vergeleken. Een eenvoudig, goedkoop veldapparaat werd gebruikt om 3 profielparameters te verkrijgen uit 1 replicatape meting: profielhoogte, piekdichtheid en ontwikkeld oppervlak. Testoppervlakken werden opnieuw gemeten met complexe, dure 3D-microscopen en de resultaten werden vergeleken met de resultaten van het replicatape.
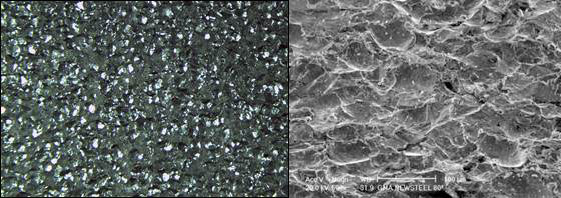
Het stralen en reinigen met elektrisch gereedschap van stalen oppervlakken verwijdert eerdere coatings, walshuid, roest en verontreinigingen. Ook wordt het oppervlak opgeruwd om de hechting van de coating te verbeteren. Het resulterende oppervlakteprofiel, of ankerpatroon, bestaat uit een complex patroon van pieken en dalen die nauwkeurig moeten worden beoordeeld om te voldoen aan de werk- of contractspecificaties en te zorgen voor een succesvol coatingproject (Fig.1).
Algemeen wordt aangenomen dat de aard van deze oppervlakken de prestaties van de coating op lange termijn voorspelt. Kenmerken van een gestraald oppervlak zijn onder meer piekhoogte, piekdichtheid, ontwikkeld oppervlak, hoekigheid, scherpte en vorm. Alleen de piekhoogte (H) wordt tegenwoordig gewoonlijk gemeten. Als deze hoogte onvoldoende is, zal de verf niet hechten. Indien te groot, is meer verf nodig om de "valleien" op te vullen en kunnen de hoge pieken door de verf heen steken en een brandpunt van corrosie worden.
Vroege karakteriseringsmethoden bestonden uit visuele standaarden die ter vergelijking op het gestraalde oppervlak werden geplaatst. Hoewel deze kwalitatieve oplossing nog steeds wordt gebruikt, is zij grotendeels vervangen door kwantitatieve meetinstrumenten die in prijs en complexiteit variëren, afhankelijk van de vraag of zij bedoeld zijn voor gebruik in het veld of in het laboratorium. De huidige, meest populaire veldmethoden omvatten het meten van de gemiddelde piek-dal hoogte van het profiel met behulp van dieptemicrometers en/of replicatape.
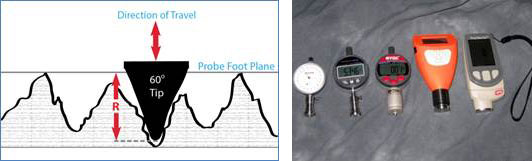
Een micrometerinstrument voor oppervlakteprofielen heeft een platte basis die op het oppervlak rust en een veerbelaste sonde die in de dalen van het oppervlakteprofiel valt. De platte basis rust op de hoogste pieken en elke meting is dus de afstand tussen de hoogste lokale pieken en het specifieke dal waarin de punt is geprojecteerd. In het algemeen zijn deze apparaten bedoeld voor vlakke oppervlakken, maar ze hebben het voordeel dat ze grote profielhoogten kunnen meten die het bereik van de meeste andere instrumenten te boven gaan (Fig.2).
Replica tape, het onderwerp van dit artikel, is al lang bekend voor het karakteriseren van oppervlakken. Het is eenvoudig, relatief goedkoop en bijzonder nuttig op gebogen oppervlakken. De werking ervan wordt beschreven in een aantal internationale normen, waaronder ASTM1 D44172, ISO 8503-53, NACE RP02874 en AS 3894.55.
Replica tape bestaat uit een laag samendrukbaar schuim op een niet-samendrukbaar polyester substraat met een zeer uniforme dikte van 2 mils +0,2 mils6 (50,8 micron + 5 micron). Wanneer het schuim tegen een ruw stalen oppervlak wordt gedrukt, zakt het in elkaar en vormt het een afdruk van het oppervlak. Door de samengedrukte tape tussen de aambeelden van een micrometerdiktemeter te plaatsen en de bijdrage van het niet-drukbare substraat, 2 mils of 50,8 microns, af te trekken, krijgt men een maat voor de hoogte van het oppervlakteprofiel (Fig.3).

In 1974 schreven Keane et al.7 dat een oppervlak dat was voorbereid voor het verven door middel van stralen niet volledig kon worden beschreven door alleen de piek-tot-dal afstand (H) te meten. Hun artikel ondersteunde praktijkervaringen die suggereerden dat er naast H nog een andere belangrijke parameter was, namelijk het aantal pieken per lengte-eenheid (Peak Count - Pc) of pieken per oppervlakte-eenheid (Peak Density - Pd). Naast het vergroten van het bindingsoppervlak, legde het artikel uit dat het vergroten van het aantal pieken in een bepaald gebied de hoekigheid van dat gebied vergrootte. Hierdoor komt er meer schuifspanning op de coating te staan in plaats van trekspanning (pull-off). Dit verhoogde de hechtsterkte van de aangebrachte coating omdat afschuifwaarden altijd hoger zijn dan trekwaarden. De aangebrachte coating moet natuurlijk 100% van het oppervlak bevochtigen.
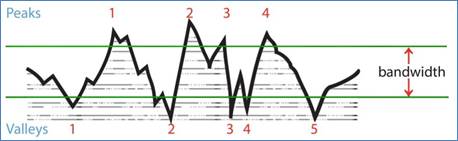
Figuur 4 is een vereenvoudigd voorbeeld van waarom BEIDE piekhoogte EN piekdichtheid belangrijk zijn voor het begrip van de coatingprestaties. De twee oppervlakken hebben een verschillende geometrie, maar hun hoogtemetingen zijn hetzelfde. Om een duidelijker beeld te krijgen van het voor hechting beschikbare oppervlak, moeten ook piekdichtheidsmetingen worden verkregen. Bovendien maken beide gemeten waarden het mogelijk de toename van het oppervlak als gevolg van het straalproces te onderzoeken.

Het lijdt weinig twijfel dat piekdichtheidsmetingen belangrijk zijn voor de corrosie-industrie, maar het probleem tot nu toe is dat piektellingen niet gemakkelijk te bepalen zijn.
In juni 2005 werd in een belangrijk artikel van Roper et al.8 gemeld dat het aantal pieken kan worden gecontroleerd en dat deze, net als de piekhoogte, van invloed zijn op de prestaties van coatings. Hun werk resulteerde in de opstelling van ASTM D71279, die ook dat jaar werd gepubliceerd.
In een vervolgartikel het jaar daarop concludeerden zij: "De optimale staalprofielen voor een breed scala van standard industriële coatings die de oppervlakken volledig nat maken, zijn een profielhoogte van 2 tot 3 mil (50 tot 75 micron) en een piekaantal tussen 110 en 150 pieken/inch (40 en 60 pieken/cm). "Het optimale aantal pieken voor een bepaalde coating hangt af van de reologische eigenschappen ervan. Zij legden uit dat "een algemene regel voor het aanpassen van het aantal pieken om de prestaties van de coating te optimaliseren is het kleinste, hardste schuurmiddel te gebruiken dat de klus kan klaren. Om een uniform oppervlak te verkrijgen, controleert u de straaltechniek en de deeltjesgrootte van het straalmiddel. De coating moet het oppervlak volledig kunnen bevochtigen."10
De auteurs raadden aan om naaldruwheidsinstrumenten, het beste veldinstrument dat at dat moment beschikbaar was, te gebruiken in de corrosie-industrie om beide cruciale stukken profielinformatie te leveren -- piekhoogte EN piekdichtheid.
Ruwheidsmeters registreren de op- en neergaande bewegingen van een externe stylus over een oppervlak (Fig.5). Ze meten een hoogteparameter, Rt genaamd, overeenkomstig ISO11 428712, die de verticale afstand aangeeft tussen de hoogste piek en het laagste dal binnen een gegeven evaluatielengte van 0,5 inch (12,5 mm). Er worden vijf sporen gemaakt en de Rt-waarden worden gemiddeld om het gemiddelde van de maximale piek-dalafstanden te verkrijgen.
In een ASTM round robin-studie van 201113 is vastgesteld dat de piek-dalhoogte Rt, gemeten met stylusruwheidsinstrumenten, nauw samenhangt met H, gemeten met dieptemicrometers en replicatape.

Maar als naaldruwheidsinstrumenten metingen kunnen genereren van zowel de piekhoogte als het aantal pieken dat langs een bemonsteringslengte wordt aangetroffen, waarom heeft de corrosie-industrie ze dan zo traag ingevoerd?
Waarschijnlijk is deze terughoudendheid gebaseerd op economische en praktische redenen. Stylus ruwheidsinstrumenten zijn kwetsbaar van aard, aangezien zij afhankelijk zijn van een nauwkeurig gekalibreerde stylus die zich vaak op enige afstand van het lichaam van het apparaat zelf bevindt. Ze kunnen ingewikkeld zijn om in te stellen en te bedienen, en ze rapporteren een aantal ruwheidsparameters die van beperkt belang zijn voor de coatingindustrie. Al deze factoren schrikken potentiële gebruikers waarschijnlijk af.
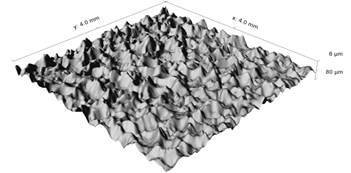
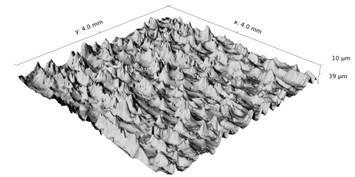
Welke andere meetoplossingen zijn beschikbaar? Binnen de corrosie-industrie wordt anekdotisch aangenomen dat definitieve meetapparatuur gebruik moet maken van laboratoriummethoden zoals witlichtinterferometrie, focusvariatiemicroscopie, confocale lasermicroscopie en atoomkrachtmicroscopie. Maar deze krachtige apparaten vormen een uitdaging bij het meten van complexe gestraalde oppervlakken. Ze zijn duur in aanschaf, werken niet in het veld en vereisen uitgebreide training voor het instellen van talloze testparameters voor topografische analyse, zoals dodebandgebieden, gebiedsplots, complexiteitsschaalanalyse, filters, stitching en ruimtelijke patchgroottes.
Corrosieprofessionals willen gewoon weten of ze een goed oppervlak hebben waarop ze een coating kunnen aanbrengen. Is het oppervlak goed voorbereid? Is het acceptabel voor de klant? Zij willen meetbare doelstellingen en instelbare straalparameters om die doelstellingen te bereiken.
Het is daarom wenselijk te beschikken over één betaalbaar, robuust, speciaal voor de corrosie-industrie ontworpen veldinstrument dat zowel piekhoogte (H) als piekdichtheid (Pd) metingen oplevert om inspecteurs een zinvollere en functioneel correlatieve voorspelling te geven van de coatingprestaties tijdens de oppervlaktevoorbereiding.
De oplossing ligt in replicatape. Het is niet algemeen bekend dat oppervlakte replica's verkregen met Testex tape veel meer informatie bevatten dan alleen de piekhoogte zoals gemeten met een micrometer. Significante gegevens zijn beschikbaar door middel van digitale beeldvorming.
Replica tape wordt sinds het eind van de jaren zestig gebruikt om het profiel van gestraald staal te meten. De werking ervan wordt beschreven in een aantal internationale normen, waaronder ASTM D4417, ISO 8503-5 en NACE RP0287. In vergelijking met andere methoden heeft deze methode de voordelen van robuustheid, relatief lage opstartkosten, goede herhaalbaarheid en de mogelijkheid om een fysieke replica van het geëvalueerde oppervlak te behouden. De methode wordt veel gebruikt en algemeen begrepen. (Fig.7)

Een bijkomend voordeel, dat soms onderschat wordt, is dat, in tegenstelling tot stylus technieken, de replica methode een aaneengesloten 2-dimensionaal (2D) gebied bemonstert dat groot genoeg is om robuuste statistieken op te leveren. Een enkele scan van een elektronische oppervlakteruwheidstester meet bijvoorbeeld een lijn langs een gestraald oppervlak van 12,5 mm lang en 10 μm breed voor een totaal oppervlak van 0,12 mm2. Een enkele replica van kunststofschuim meet ongeveer 31 mm2, een gebied dat 250 keer zo groot is. Een nieuwe benadering is om een eigenschap van de tape te gebruiken die gerelateerd is aan, maar verschilt van de capaciteit om oppervlakken te repliceren, namelijk de toename in optische transmissie van de tape waar deze wordt samengedrukt. De transmissie is evenredig met de mate van compressie. Veel van de testen die zijn uitgevoerd voor dit document maakten gebruik van bestaande grove en X-grove kwaliteiten van replica tape. Voor een verbeterde optische resolutie en om optische artefacten te verminderen, leverde de Testex Company14 ook een optische versie van hun X-Coarse kwaliteit tape die onlangs commercieel beschikbaar is gemaakt.
Een foto van een stuk tape met achtergrondverlichting (fig. 9) toont lichte gebieden met een hogere compressie (pieken) en donkere gebieden met een lagere compressie (dalen).

Aan de hand van het transparantieprincipe kan het aantal pieken worden bepaald door eenvoudigweg de heldere plekken op de afdruk te tellen die door een digitale beeldsensor worden geregistreerd. Deze helderheidsmetingen komen overeen met diktemetingen, die op hun beurt het profiel van het oorspronkelijke oppervlak weerspiegelen. Een draagbaar instrument (fig. 11) kan de pieken identificeren en de areale piekdichtheid bepalen, d.w.z. het aantal pieken per vierkante millimeter, of Pd, zoals gedefinieerd in ASME B46.115.
Hoewel stylus-testers populair zijn in de metaalverwerkende industrie, worden ze uitgedaagd door de complexe patronen die ontstaan bij oppervlaktereiniging. Ze meten slechts een enkele lijn op een opgeruwd oppervlak en de meeste kenmerken die ze als "pieken" registreren zijn eigenlijk "piekschouders" waarbij de stylus over de zijkant van de piek trok in plaats van over de bovenkant van de piek (Fig.16). Daarentegen berekenen replicatape piektellers, net als de delicate en dure interferometrische optische profilers van laboratoriumkwaliteit, echte tweedimensionale piekdichtheden.
Een ander voordeel van deze beelden is dat er meer gegevens worden gebruikt om elke meting af te leiden (1.000.000 punten voor een enkele replicatape meting tegen 5.000 punten voor een enkele 1" stylus scan). Bovendien gebeurt dit alles met een robuust veldinstrument dat goedkope hardware gebruikt om gegevens over oppervlaktekarakterisering te verkrijgen die vergelijkbaar zijn met die van laboratoriuminstrumenten.
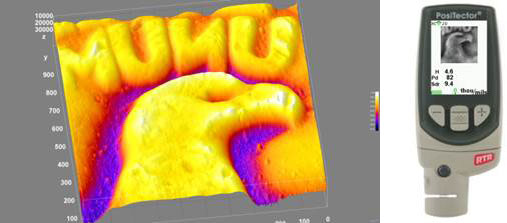
Aanvullende parameters voor oppervlaktekarakterisering kunnen worden geëxtraheerd nadat de dikte/transparantie-relatie is toegepast op de interpretatie van het intensiteitsbeeld met behulp van driedimensionale (3D) renderingsoftware. Het resultaat zijn 3D-kaarten van het gestraalde staaloppervlak at veel lagere kosten dan interferometrische of confocale profileringsapparaten. Een voorbeeld van hoe het proces werkt wordt getoond in Figuren 10 tot en met 12.



Op basis van 3D-beelden kan een laatste, verwante parameter worden gemeten waarvan wordt aangenomen dat hij zowel de chemische als de mechanische binding helpt bevorderen, namelijk de toename van het oppervlak als gevolg van een straalbewerking. Sdr is de Developed Interfacial Area Ratio16 , uitgedrukt als het percentage extra oppervlakte dat door de textuur wordt bijgedragen in vergelijking met een ideaal vlak ter grootte van het meetgebied. Coatingprofessionals geloven dat deze profielparameter een functionele correlatie geeft met de applicatietechniek door hen een rugositeitswaarde te geven - het extra oppervlak dat door het stralen wordt gecreëerd als een procentuele toename (werkelijke oppervlakte / x-y oppervlakte).17 Uit latere discussies in dit document zal echter blijken dat het in de praktijk weinig zin heeft om ontwikkelde oppervlakte te rapporteren in de straalindustrie.
Ter onderbouwing van de metingen met 3D-replica-band werden de twee nieuwe parametermetingen die van de band werden verkregen, piekdichtheid Pd en ontwikkeld oppervlak Sdr, vergeleken met twee gevestigde meetmethoden voor oppervlakteruwheid: confocale microscopie en stylusprofilometrie.
De eerste stap die werd genomen was om te bevestigen dat beeldvorming met lichtintensiteit van replica tape Pd en Sdr waarden opleverde die vergelijkbaar waren met de waarden die werden verkregen met behulp van bekende laboratoriummethoden. Er werd een onderzoek uitgevoerd met drie stalen panelen die waren geprepareerd door KTA Labs18. Er werden Amasteel G, GMA Garnet Coarse en Amasteel S-230/G40 straalmiddelen gebruikt. De drie panelen werden opgestuurd naar WPI19 samen met 3 sets gepolijst replica tape van optische kwaliteit voor metingen met een LEXT confocale microscoop (Fig.13).

De beelden werden gedrempeld at de gemiddelde waarde plus 10% van Sz20. Alle eilanden groter dan 1.000 µm2 werden geteld als een piek voor vergelijkingsdoeleinden. De resultaten waren vergelijkbaar (Fig. 14).

Om de metingen van 3D replica bandafbeeldingen te vergelijken met de ruwheidsinstrumenten van styli, werden er metingen van de piekdichtheid uitgevoerd op de vijf panelen die gebruikt werden in de ASTM round robin studie van 2011. Dit leverde stylustestresultaten op van elf onafhankelijke operators die vijf keer het lineaire aantal pieken, Pc of Rpc, maten op elk van de vijf panelen met drie in de handel verkrijgbare stylusruwheidsinstrumenten: de Mitutoyo SJ-201, de Taylor Hobson Surtronic 25 en de MahrSurf PS1.
Om 3D replica tape imaging gegevens te verkrijgen werden er drie burnishings gemaakt op elk paneel met optische kwaliteit replica tape en gemeten met de PosiTector 6000 RTR-P replica tape imager (Fig.11).
Omdat stylus ruwheidsinstrumenten een 2D meting in pieken/mm opleveren en de 3D replica tape methode metingen in pieken/mm2, zijn de twee reeksen gegevens niet direct vergelijkbaar. Voor deze analyse zijn de metingen van de stylusruwheid gekwadrateerd, zodat beide meettechnieken dimensionaal vergelijkbare metingen opleveren. Een vergelijking van de meetmethoden is samengevat in figuur 15.

Zoals uit deze grafiek blijkt, is er een sterk lineair verband tussen de twee meetmethoden. De metingen op vier van de vijf geteste panelen vallen binnen één standard afwijking van een trendlijn door de oorsprong. Uit figuur 15 kunnen echter twee opmerkingen worden gemaakt. Ten eerste is er geen 1:1 relatie tussen de twee meetmethoden. Ten tweede passen de gegevens niet perfect op de trendlijn, wat resulteert in een R2-waarde van 0,91.
Het ontbreken van een 1:1 relatie tussen de kwadratische metingen van het stylusinstrument en de 3D-beeldvormingsmethoden is niet verrassend. Hoewel het kwadrateren van de metingen van het stylusinstrument resulteert in metingen met dezelfde afmetingen, kan dit geen rekening houden met de tweedimensionale aard van het stylusinstrument. Bij het volgen van een rechte lijn is het bijvoorbeeld mogelijk om een kam meerdere keren te doorkruisen, wat resulteert in meerdere "pieken", terwijl er in werkelijkheid slechts één piek grenst aan het traject van de stylus. Bovendien is de classificatie van wat een 'piek' is in drie dimensies niet triviaal, en de 3D beeldanalyse negeert waarschijnlijk kenmerken die op het ruwheidsinstrument van de stylus als een piek zouden worden geregistreerd.

De ruwheidsinstrumenten van de stylus kunnen 0, 1 of 2 pieken registreren, afhankelijk van het spoorpad. Het is onduidelijk waarom de gegevens niet perfect op de trendlijn passen. Aangezien elk van de vijf testpanelen bedoeld was om een breed scala aan verschillende prepareermethoden te weerspiegelen, is het waarschijnlijk dat de discrepantie at minste gedeeltelijk te wijten is aan de tekortkomingen van het stylusinstrument. Bij profielen met scherpe, smalle pieken kan de stylus soms om de piek heen gaan, in plaats van eroverheen. Dit kan tot gevolg hebben dat het stylusinstrument op sommige profielen te weinig afleest.
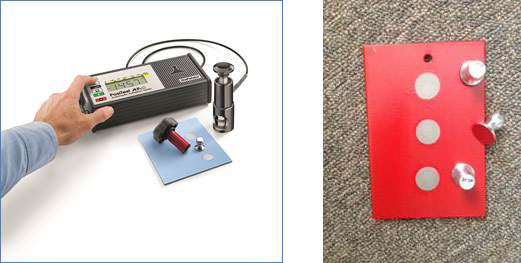
Gezien het eerdere onderzoek van Roper et. al. naar de correlatie tussen hechting en zowel profielhoogte (H) als piekdichtheid (Pd), werd een studie uitgevoerd om te bepalen of 3D replica tape imaging methoden vergelijkbare resultaten opleverden. Vijfentwintig staalmonsters werden met Sponge-Jet21 geprepareerd met verschillende straalmiddelen. Na het stralen werden metingen uitgevoerd met de 3D replica tape imager. De monsters werden vervolgens bespoten met een epoxy, een 2-componenten acryl en een polymeercomposietcoating en kregen de tijd om uit te harden. Vervolgens werden op elk monster drie treksterkteproeven uitgevoerd volgens de in ASTM D454122 beschreven testmethode met een hydraulische treksterkte-tester type V, beschreven in bijlage A4 (testmethode E) van die standard (fig. 17).
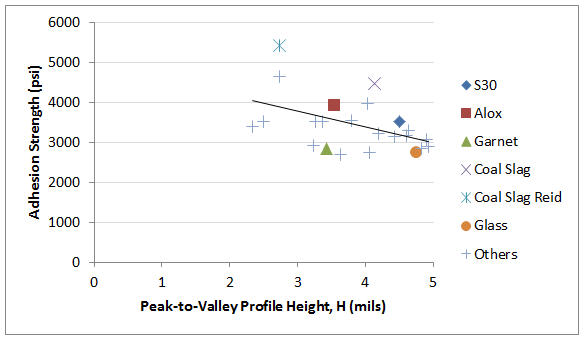
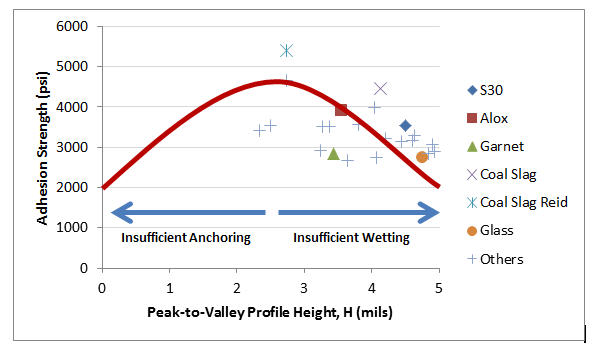
In het artikel van Roper et.al uit 2006 werd de theorie verkondigd dat "de ervaring van de auteurs leert dat de optimale staalprofielen voor een breed scala aan standard industriële coatings die de oppervlakken volledig nat maken, een profielhoogte van 2 tot 3 millimeter (50 tot 75 micron) hebben". De waarnemingen in deze studie lijken deze hypothese te bevestigen. De hoogste adhesiesterkten werden waargenomen in het 2 - 3 mil bereik, met adhesiewaarden die afnamen naarmate de profielhoogten boven de 3 mil toenamen (Fig.18). Hoewel er geen monsters werden genomen met profielhoogtes onder 2 mils, is de theorie dat de adhesieniveaus zouden beginnen af te nemen met afnemende profielhoogte. Zoals eerder in dit artikel vermeld, is de theorie dat de hechting begint af te nemen at profielen boven 3 mils omdat de coating het substraat niet volledig kan bevochtigen. De theorie is dat de hechting begint af te nemen at profielen onder 2 mils omdat er onvoldoende profiel is om de coating te verankeren. Een hypothetische trendlijn waarbij Pd en Sdr constant worden gehouden, is in figuur 19 op de gegevens van dit onderzoek gelegd.
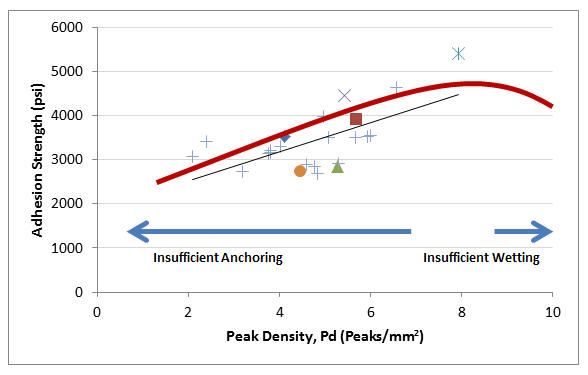
Er blijkt een sterke positieve correlatie te bestaan tussen piekdichtheid en hechting (fig. 20), hetgeen de hypothese van Roper et.al. versterkt dat het aantal pieken relevant is voor de prestaties van de coating. Volgens hun artikel "zijn de optimale staalprofielen voor een breed scala van standard industriële coatings die de oppervlakken volledig bevochtigen ... een piekdichtheid tussen 110 en 150 pieken/in (40 en 60 pieken/cm)".

Omdat de auteurs een stylus profilometer gebruikten in hun onderzoek, zijn hun getallen niet direct vergelijkbaar met de gegevens in dit onderzoek. Echter, door gebruik te maken van de ogenschijnlijke relatie tussen stylus profilometer metingen en 3D replica tape optische metingen die eerder in dit artikel zijn gerapporteerd, kan een equivalente 3D piekdichtheid van tussen de 4 en 8 pieken/mm2 worden afgeleid. Daarom wordt verondersteld dat de waargenomen positieve relatie tussen adhesiesterkte en piekdichtheid niet zou blijven bestaan at piekdichtheden groter dan die waargenomen in dit onderzoek. Deze getheoretiseerde relatie tussen adhesie en Pd met H en Sdr constant gehouden wordt getoond in Figuur 21.
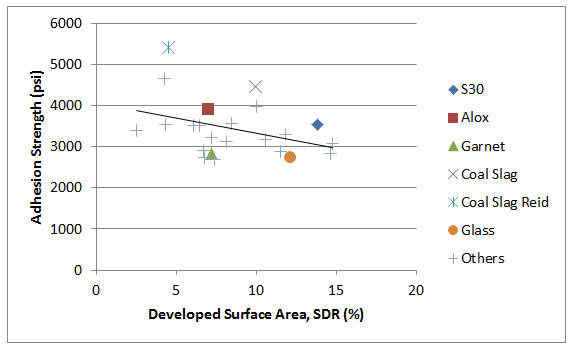
Een plot van waargenomen ontwikkeld oppervlak versus adhesie is samengevat in figuur 22. De gegevens lijken at het eerste gezicht de bewering van Roper et. al tegen te spreken dat "hoe groter het oppervlak voor coating, hoe beter". De auteurs beweren echter verder dat de twee belangrijkste manieren om het oppervlak te vergroten, het verhogen van de piekhoogte en het verhogen van de piekdichtheid, de bevochtiging kunnen belemmeren en schadelijk kunnen zijn voor de prestaties van de coating voorbij een optimaal punt. De gegevens in dit onderzoek weerspiegelen hun bewering. De hoge ontwikkelde oppervlaktemetingen in verschillende monsters (glasparels bijvoorbeeld) lijken een weerspiegeling te zijn van de hoge piek-tot-dal afstanden in die monsters. Het is dan ook geen verrassing dat de monsters met een hoog ontwikkeld oppervlak als gevolg van te hoge piek-dalafstanden een slechte coating vertoonden.
Aangenomen wordt dat de hoeveelheid toegenomen oppervlakte als gevolg van het stralen rechtstreeks verband houdt met de piekhoogte en de piekdichtheid, zodat het niet nodig is deze te meten en te rapporteren. Het aanhangsel bevat een nadere bespreking.
Algemeen wordt aangenomen dat de aard van de door stralen gereinigde stalen oppervlakken voorspellend is voor de prestaties van de coating op lange termijn. De corrosie-industrie begrijpt de dynamiek van dit complexe probleem niet volledig, maar beschikt over verschillende meetbare parameters, waaronder piekhoogte, piekdichtheid, oppervlakte, hoekigheid, scherpte en vorm. In de industrie wordt algemeen aangenomen dat een verhoging van een aantal van deze parameters de coatingprestaties op lange termijn zal verbeteren. Empirische gegevens suggereren dat het niet zo eenvoudig is.
De belangrijkste van deze parameters, de piekhoogte (H), wordt tegenwoordig vaak gemeten en is meestal de enige gerapporteerde parameter. Hoewel het belang ervan onmiskenbaar is, geeft één parameter alleen geen volledige beschrijving van de dynamiek van een coating/substraat-relatie.
Piekdichtheid (Pd) is ook een belangrijke prestatie-indicator. Hoewel het ook geen enige maatstaf kan zijn, zoals H dat decennia lang is geweest, geeft het samen met H een betere voorspelling van de prestaties van coatings op lange termijn, zoals gemeten door trekproef.
Dit verband helpt verklaren waarom H-metingen alleen niet altijd een betrouwbare methode zijn geweest om de prestaties voor alle coatingtypes te voorspellen. Een coating kan net zo goed hechten aan een oppervlak met een lage H en een hoge Pd als aan een oppervlak met een hoge H en een lage Pd. Daarom moet de corrosie-industrie beide waarden rapporteren, zodat klanten de beste verhouding voor hun specifieke coatingtoepassing kunnen bepalen. Beide parameters worden beheerst door de juiste keuze van het type en de grootte van het slijpmiddel. Misschien wordt in de toekomst een hybride parameter gespecificeerd.
Oppervlakte replica's verkregen met behulp van replicatape bevatten veel meer informatie dan alleen H zoals gemeten met een micrometer. Er zijn belangrijke gegevens beschikbaar door digitale beeldvorming. Een eenvoudig en goedkoop draagbaar apparaat met dikte- en beeldsensoren kan replica tape karakteriseren en beelden en statistieken genereren van het originele oppervlak, vooral Pd.
De resultaten van dit onderzoek bevestigen een nauw verband tussen de replica van de tape, de ruwheid van de stylus en de confocale microscopiemetingen van de 2 belangrijkste parameters:
H - Het gemiddelde van de maximale piek-dal afstanden verkregen door het meten van de dikte van gepolijste replica tape met een micrometer of een diktesensor die zich aanpast aan de niet-lineariteit van de tape. De beste pull-off hechtingswaarden resulteren uit uniforme profielhoogten in het bereik van 2,5 mils (65 µm) met een oppervlak met een hoog piekgetal waarbij de aangebrachte coatings honderd procent van het oppervlak bevochtigen.
Pd - Areale piekdichtheid overeenkomstig ASME B46.1. Het verhogen van deze waarde verhoogt de hoekigheid om meer sterkte te ontwikkelen in schuifhechting in plaats van trekhechting. Voor de beste hechting van de coating (corrosiebescherming) moet de piekdichtheid zo hoog mogelijk zijn terwijl het geprepareerde oppervlak volledig nat blijft.
De auteur is Leon Vandervalk van DeFelsko Corporation erkentelijk voor zijn medewerking.
Beperkingen van Sdr
Volgens ASME B46.1 is de ontwikkelde interfaciale oppervlakteverhouding Sdr het percentage extra oppervlakte dat door de textuur wordt bijgedragen in vergelijking met een ideaal vlak ter grootte van het meetgebied, zoals berekend in figuur 23. Deze verhouding wordt berekend als functie van de schaal door de som te maken van een reeks virtuele tegels die het gemeten oppervlak bedekken. Zij wordt berekend als functie van de schaal door de som te maken van de oppervlakten van een reeks virtuele tegels die het gemeten oppervlak als een lappendeken bedekken.
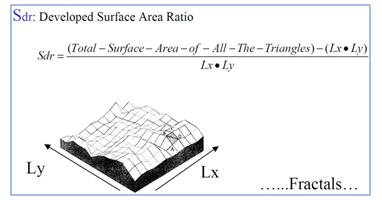
De moeilijkheid bij het gebruik van deze methode om een gestraald staaloppervlak te karakteriseren is dat de berekeningen afhankelijk zijn van de interpretatie van de definitie. Als een laboratorium een zeer kleine driehoekgrootte selecteert met een scanapparaat met hoge resolutie, zal het onvermijdelijk een grotere toename van het oppervlak opgeven dan een ander laboratorium dat andere apparatuur gebruikt met lagere drempelinstellingen (Fig.24). De totale oppervlakte gemeten door de driehoektegels neemt toe naarmate de waarnemingsschaal (tegeloppervlak) kleiner wordt.


Aangenomen wordt dat de hoeveelheid toegenomen oppervlakte als gevolg van het stralen rechtstreeks verband houdt met de piekhoogte en de piekdichtheid, zodat het niet nodig is deze te meten en te rapporteren. H en Pd volstaan. Een alternatief is de berekening op soortgelijke wijze als in de volgende Pythagoras-formule:

De hypothese is dat als de piekhoogte en de piekdichtheid constant worden gehouden, er een positieve correlatie bestaat tussen het ontwikkelde oppervlak en de adhesiesterkte. Deze positieve correlatie lijkt echter gering en is, zoals uit deze studie blijkt, niet significant in vergelijking met de effecten van piekhoogte en piekdichtheid. Bovendien is de auteur van dit artikel niet op de hoogte van praktische middelen om de ontwikkelde oppervlakte met schuurmiddelen te wijzigen terwijl de piekhoogte en piekdichtheid constant blijven. Daarom lijkt het in de praktijk weinig zinvol om de ontwikkelde oppervlakte in de straalmiddelenindustrie te vermelden.
-------------------------------------------------------------------------------------------------------------------
1 ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428.
2 ASTM D4417 "Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel" (ASTM International, West Conshohocken, PA).
3 ISO 8503-5 "Voorbehandeling van stalen substraten voorafgaand aan het aanbrengen van verf en aanverwante producten - Kenmerken van de oppervlakteruwheid van gestraalde stalen substraten - Deel 5: Replicabandmethode voor de bepaling van het oppervlakteprofiel" (Genève, Zwitserland: ISO).
4 NACE Standard RP0287-2002, "Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape". (National Association of Corrosion Engineers (NACE), 1440 South Creek Dr., Houston, TX USA 77084-4906).
5 Australian Standard AS 3894.5-2002, "Site testing of protective coatings, Method 5: Determination of surface profile". (Standards Australia, GPO Box 476, Sydney NSW 2001 Australië)
6 Om van imperiale naar metrische eenheden om te rekenen, gebruikt u 1 mil = 25,4 micron (μm).
7 J.D. Keane, J.A. Bruno, en R.E.F. Weaver, Surface Profile for Anti-Corrosion Paints, Publicatie #74-01, SSPC: The Society for Protective Coatings, Pittsburgh, PA 15222, 1974.
8 H.J. Roper, R.E.F. Weaver, en J.H. Brandon, The Effect of Peak Count or Surface Roughness on Coating Performance, Journal of Protective Coatings and Linings, juni 2005, blz. 52 - 64.
9 ASTM D7127 "Standard Testmethode voor het meten van de oppervlakteruwheid van met straalmiddel gereinigde metalen oppervlakken met een elektronisch draagbaar stylusinstrument" (ASTM International, West Conshohocken, PA).
10 H.J. Roper, R.E.F. Weaver, en J.H. Brandon, Peak Performance from Abrasives, Journal of Protective Coatings and Linings, juni 2006, blz. 24 - 31.
11 Internationale Organisatie voor Normalisatie (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genève 20, Zwitserland.
12 ISO 4287: 1997 "Geometrische productspecificaties (GPS)-oppervlaktestructuur: Profielmethode - Termen, definities en oppervlakteparameters" (Genève, Zwitserland: ISO).
13 ASTM-onderzoeksrapport RR:D01-1169 (ASTM International, West Conshohocken, PA).
14 Testex, 8 Fox Lane, Newark, DE 19711 VS
15 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA).
16 ISO 25178-2 "Geometrische productspecificaties (GPS) - Oppervlaktestructuur: Areal - Deel 2: Termen, definities en oppervlaktestructuurparameters" (Internationale Organisatie voor Normalisatie (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genève 20, Zwitserland).
17 C.A. Brown en S. Siegmann, "Fundamental scales of adhesion and area-scale fractal analysis," International Journal of Machine Tools and Manufacture, 41 (2001) 1927-1933.
18 KTA-Tator, Inc. (KTA), 115 Technology Drive, Pittsburgh, PA 15275 USA.
19 Worcester Polytechnic Institute. (WPI), 100 Institute Rd., Worcester, MA 01609-2208 USA Matthew A. Gleason onder toezicht van Professor Christopher A. Brown.
20 Dit is een 3D-parameter die is uitgebreid uit de ruwheid (2D) parameter Rz. Het is de afstand tussen de maximale piek en het maximale dal op het oppervlak binnen het gemeten gebied.
21 Sponge-Jet, Inc., 14 Patterson Lane, Newington, NH 03801 USA onder toezicht van Michael Merritt.
22 ASTM D4541 "Standard Testmethode voor de treksterkte van coatings met behulp van draagbare hechtingstesters" (ASTM International, West Conshohocken, PA).
23 Christopher A. Brown, William A. Johnsen, Kevin M. Hult, Scale-sensitivity, Fractal Analysis and Simulations, Int. J. Mach. Tools Manufact. Vol 38, Nos 5-6, pp. 633-637, 1998)

DAVID BEAMISH (1955 - 2019), voormalig president van DeFelsko Corporation, een in New York gevestigde fabrikant van handbediende testinstrumenten voor coatings die wereldwijd worden verkocht. Hij had een diploma burgerlijk ingenieur en meer dan 25 jaar ervaring in het ontwerpen, produceren en op de markt brengen van deze testinstrumenten in verschillende internationale industrieën, waaronder industriële verf, kwaliteitsinspectie en productie. Hij gaf trainingen en was actief lid van diverse organisaties waaronder NACE, SSPC, ASTM en ISO.


.jpg)


