
Zoals gezien in nummers van: Canadian Finishing & Coating Mfg. Industrial Paint & Powder Magazine; Metal Finishing - Organic Finishing Guidebook.
door David Beamish, DeFelsko Corporation
Bijgewerkt: 09/13/2021

Coatingdikte is een belangrijke variabele die een rol speelt bij productkwaliteit, procesbeheersing en kostenbeheersing. Het meten van de laagdikte kan met veel verschillende instrumenten. Inzicht in de apparatuur die beschikbaar is voor laagdiktemeting en hoe deze te gebruiken is nuttig voor elke coatingoperatie.
Welke methode voor een bepaalde verf- of coatingmeting het meest geschikt is, wordt onder meer bepaald door het type coating, het substraatmateriaal, het diktebereik van de coating, de grootte en vorm van het onderdeel en de kosten van de apparatuur. Veelgebruikte meettechnieken voor uitgeharde organische lagen omvatten niet-destructieve methoden voor droge lagen, zoals magnetische, wervelstroom-, ultrasone of micrometermetingen, en ook destructieve methoden voor droge lagen, zoals dwarsdoorsnede- of gravimetrische (massa)metingen. Er zijn ook methoden beschikbaar om de dikte van verf en poedercoating te meten voordat de film is uitgehard.
Magnetische verfmeters worden gebruikt om de dikte van een niet-magnetische coating op ferro-substraten niet-destructief te meten. De meeste coatings op staal en ijzer worden op deze manier gemeten. Magneetmeters gebruiken een van de twee werkingsprincipes: magnetische pull-off of magnetische/elektromagnetische inductie.
Magnetische trekschalen gebruiken een permanente magneet, een gekalibreerde veer en een schaalverdeling. De aantrekkingskracht tussen de magneet en het magnetische staal trekt de twee naar elkaar toe. Naarmate de laagdikte die de twee scheidt toeneemt, wordt het gemakkelijker om de magneet weg te trekken. De verf- en coatingdikte wordt bepaald door deze wegtrekkracht te meten. Dunnere coatings zullen een sterkere magnetische aantrekkingskracht hebben, terwijl dikkere films verhoudingsgewijs minder magnetische aantrekkingskracht zullen hebben. Het testen met magnetische diktemeters is gevoelig voor oppervlakteruwheid, kromming, substraatdikte en de samenstelling van de metaallegering.
Magnetische uittrekmeters zijn robuust, eenvoudig, goedkoop, draagbaar, en hoeven meestal niet gekalibreerd te worden. Zij vormen een goed, goedkoop alternatief in situaties waarin voor kwaliteitsdoeleinden slechts enkele metingen tijdens de productie nodig zijn.
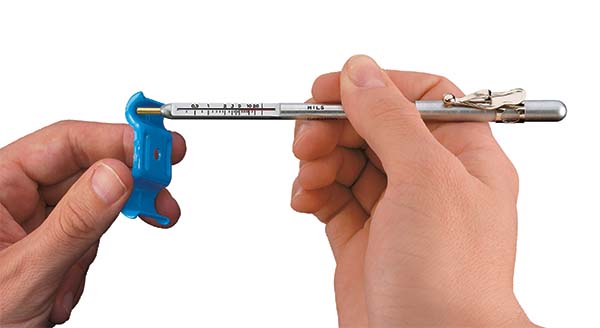
Magnetische afschuifbare verfdiktemeters zijn meestal potloodmodellen of modellen met een wijzerplaat. Potloodmodellen (PosiPen in Fig. 1) gebruiken een magneet die gemonteerd is op een schroefveer die loodrecht op het gecoate oppervlak staat. De meeste potloodmodellen hebben grote magneten en zijn ontworpen om slechts in één of twee posities te werken, waardoor de zwaartekracht gedeeltelijk wordt gecompenseerd. Er is een nauwkeurigere versie beschikbaar, met een kleine, precieze magneet om te meten op kleine, hete of moeilijk bereikbare oppervlakken. Een drievoudige indicator garandeert nauwkeurige metingen wanneer de diktemeter naar beneden, boven of horizontaal is gericht, met een tolerantie van ±10%.
Terugdraaibare meetklokken (PosiTest in figuur 2) zijn de meest voorkomende vorm van een magnetische trekkrachtmeter. Een magneet is bevestigd aan een uiteinde van een draaibare evenwichtsarm en verbonden met een gekalibreerde veer. Door met een vinger aan de wijzerplaat te draaien, verhoogt de veer de kracht op de magneet en trekt deze van het oppervlak. Deze verfdiktemeters zijn gemakkelijk te gebruiken en hebben een uitgebalanceerde arm waardoor ze in elke positie kunnen werken, onafhankelijk van de zwaartekracht. Ze zijn veilig in explosieve omgevingen en worden vaak gebruikt door schildersbedrijven en kleine poedercoatingbedrijven. De typische tolerantie is ±5%.

DeFelsko produceert 2 verfdiktemeters, de PosiPen en PosiTest.
Magnetische inductieverfmeters gebruiken een permanente magneet als bron van het magnetische veld. Een Hall-effectgenerator of magnetoweerstand wordt gebruikt om de magnetische fluxdichtheid at een pool van de magneet te meten. Elektromagnetische inductieverfmeters gebruiken een wisselend magnetisch veld. Een zachte, ferromagnetische staaf omwonden met een spoel van fijn draad wordt gebruikt om een magnetisch veld te produceren. Een tweede draadspoel wordt gebruikt om veranderingen in de magnetische flux te detecteren.
Deze elektronische verfmeters meten de verandering in magnetische fluxdichtheid at het oppervlak van een magnetische sonde wanneer deze een stalen oppervlak nadert. De grootte van de fluxdichtheid at het sondeoppervlak is direct gerelateerd aan de afstand tot het stalen substraat. Door de fluxdichtheid te meten kan de dikte van de coating worden bepaald.

Elektronische magnetische diktemeters (g PosiTector 6000 F Series, PosiTest DFT Ferrous) zijn er in vele vormen en maten. Ze gebruiken meestal een constante druksonde om consistente metingen te geven die niet beïnvloed worden door verschillende operators. De metingen van de verfdikte worden weergegeven op een LCD-display (liquid crystal display). Paint mil-meters kunnen opties hebben om meetresultaten op te slaan, onmiddellijke analyse van metingen uit te voeren en resultaten naar een printer of computer te sturen voor verder onderzoek. De typische tolerantie is ±1%.
De instructies van de fabrikant moeten zorgvuldig worden gevolgd voor de meest nauwkeurige resultaten. Standard testmethoden zijn beschikbaar in ASTM D 1186, D 7091-05, ISO 2178 en ISO 2808.
Wervelstroomtechnieken worden gebruikt om de dikte van niet-geleidende coatings op non-ferro metalen substraten niet-destructief te meten. Een spoel van fijn draad die een hoogfrequente wisselstroom geleidt (meer dan 1 MHz) wordt gebruikt om een wisselend magnetisch veld op te wekken at het oppervlak van de sonde van het instrument. Wanneer de coatingdiktesonde in de buurt van een geleidend oppervlak wordt gebracht, zal het wisselende magnetische veld wervelstromen opwekken op het oppervlak. De eigenschappen van het substraat en de afstand van de sonde tot het substraat (de coatingdikte) beïnvloeden de grootte van de wervelstromen. De wervelstromen creëren hun eigen tegengestelde elektromagnetische veld dat kan worden waargenomen door de opwindspoel of door een tweede, aangrenzende spoel.
Wervelstroomcoatingdiktemeters (g PosiTector 6000 N Series) zien eruit als elektronische magnetische meters en werken ook zo. Ze worden gebruikt om de dikte van verf en coatings op alle non-ferrometalen te meten. Net als magnetische elektronische meters gebruiken ze meestal een constante druksonde en geven ze de resultaten weer op een LCD-scherm. Ze kunnen ook opties hebben om meetresultaten op te slaan of om onmiddellijke analyse van meetwaarden uit te voeren en naar een printer of computer te sturen voor verder onderzoek. De typische tolerantie is ±1%. Testen zijn gevoelig voor oppervlakteruwheid, kromming, substraatdikte, type metalen substraat en afstand tot een rand.
Standard methoden voor de toepassing en uitvoering van deze test zijn beschikbaar in ASTM B244, ASTM D1400, D7091 en ISO 2360.
Het is nu gebruikelijk dat verfdiktemeters zowel het magnetische als het wervelstroomprincipe in één apparaat integreren (g PosiTector 6000 FN, PosiTest DFT Combo). Sommige vereenvoudigen de taak van het meten van de meeste coatings op elk metaal door automatisch over te schakelen van het ene naar het andere werkingsprincipe, afhankelijk van het substraat. Deze combinatie verfmeters zijn populair bij schilders en poedercoaters.
De ultrasone pulse-echo techniek van ultrasone verfdiktemeters (bijvg PosiTector 200) wordt gebruikt om de dikte van coatings op niet-metalen substraten (kunststof, hout, enz.) te meten zonder de coating te beschadigen.

De sonde van de verfmeter bevat een ultrasone transducer die een puls door de coating stuurt. De puls reflecteert terug van het substraat naar de transducer en wordt omgezet in een hoogfrequent elektrisch signaal. De echogolfvorm wordt gedigitaliseerd en geanalyseerd om de dikte van de coating te bepalen. In sommige gevallen kunnen afzonderlijke lagen in een meerlagensysteem worden gemeten.
De typische tolerantie voor dit apparaat is ±3%. Standard methoden voor de toepassing en uitvoering van deze test zijn beschikbaar in ASTM D6132.
Voor meer informatie over ultrasone verfdiktemeters, zie"Ultrasone coatingdiktemeters gebruiken".
Micrometers worden soms gebruikt om de dikte van coatings te controleren. Ze hebben het voordeel dat ze elke combinatie van coating en substraat kunnen meten, maar het nadeel dat ze toegang tot het kale substraat vereisen. Het vereiste om zowel het oppervlak van de coating als de onderkant van het substraat aan te raken kan beperkend zijn en ze zijn vaak niet gevoelig genoeg om dunne coatings te meten.
Er moeten twee metingen worden verricht: één met en één zonder coating. Het verschil tussen de twee metingen, het hoogteverschil, is de coatingdikte. Op ruwe oppervlakken meten micrometers de laagdikte boven de hoogste piek.
Eén destructieve techniek bestaat erin het gecoate onderdeel in een dwarsdoorsnede te snijden en de laagdikte te meten door de snede microscopisch te bekijken. Een andere doorsnedetechniek maakt gebruik van een microscoop op schaal om een geometrische incisie door de droge-filmcoating te bekijken. Een speciaal snijgereedschap wordt gebruikt om een kleine, nauwkeurige V-groef te maken door de coating en in het substraat. Er zijn meetinstrumenten beschikbaar die compleet met snijpunten en verlichte loep worden geleverd.
Hoewel de beginselen van deze destructieve methode gemakkelijk te begrijpen zijn, zijn er mogelijkheden voor meetfouten. Het vergt vaardigheid om het monster voor te bereiden en de resultaten te interpreteren. Het aanpassen van het meetrooster aan een gekarteld of onduidelijk raakvlak kan leiden tot onnauwkeurigheid, vooral tussen verschillende operators. Deze methode wordt gebruikt wanneer goedkope, niet-destructieve methoden niet mogelijk zijn, of als een manier om niet-destructieve resultaten te bevestigen. ASTM D 4138 beschrijft een standard methode voor dit meetsysteem.
Door de massa en de oppervlakte van de coating te meten, kan de dikte worden bepaald. De eenvoudigste methode is om het onderdeel voor en na de coating te wegen. Zodra de massa en de oppervlakte zijn bepaald, wordt de dikte berekend met behulp van de volgende vergelijking:

waarin T de dikte in micrometers is, m de massa van de coating in milligram, A de geteste oppervlakte in vierkante centimeter en d de dichtheid in gram per kubieke centimeter.
Het is moeilijk om de massa van de coating in verband te brengen met de dikte wanneer het substraat ruw is of de coating ongelijkmatig. Laboratoria zijn het best uitgerust voor deze tijdrovende en vaak destructieve methode.
Natte-laagdiktemeters helpen bepalen hoeveel materiaal nat moet worden aangebracht om een bepaalde droge-laagdikte te bereiken, mits het volumepercentage vaste stof bekend is. Zij meten alle soorten natte organische coatings, zoals verf, vernis en lak op vlakke of gebogen gladde oppervlakken.
Het meten van de natte laagdikte tijdens het aanbrengen identificeert de noodzaak van onmiddellijke correctie en aanpassing door de applicateur. Correctie van de film na droging of chemische uitharding vergt kostbare extra arbeidstijd, kan leiden tot verontreiniging van de film, en kan hechtingsproblemen en problemen met de integriteit van het coatingsysteem veroorzaken.
De vergelijkingen voor het bepalen van de juiste natte-laagdikte (WFT), zowel met als zonder verdunner, zijn als volgt:
Zonder verdunner:

Met thinner:

Natte film wordt meestal gemeten met een kam of wiel voor natte film. De natte-filmkam is een vlakke aluminium, plastic of roestvrij stalen plaat met gekalibreerde inkepingen op de rand van elke zijde. De kam wordt onmiddellijk na het aanbrengen van de coating vierkant en stevig op het te meten oppervlak geplaatst en vervolgens verwijderd. De dikte van de natte film ligt tussen de hoogste gecoate inkeping en de volgende ongecoate inkeping. Metingen met een inkeping zijn niet nauwkeurig of gevoelig, maar ze zijn nuttig om bij benadering de natte-laagdikte van coatings op voorwerpen te bepalen wanneer de grootte en de vorm het gebruik van nauwkeuriger methoden onmogelijk maken. (ASTM D1212).
De meter moet worden gebruikt op gladde oppervlakken, zonder onregelmatigheden, en moet worden gebruikt over de lengte, niet over de breedte, van gebogen oppervlakken. Het gebruik van een natte-film-meter op sneldrogende coatings zal onnauwkeurige metingen opleveren. ASTM D4414 beschrijft een standard methode voor het meten van de natte-filmdikte met behulp van inkepingen.
Een wiel voor natte film (excentrische rol) gebruikt drie schijven. De meter wordt in de natte film gerold totdat de middelste schijf de natte film raakt. Het punt waar de schijf contact maakt, geeft de dikte van de natte film aan. Poedercoatings kunnen vóór uitharding worden gemeten met een eenvoudige handkam of een ultrasone meter. De niet uitgeharde poederfilmkam werkt ongeveer op dezelfde manier als de natte filmmeter. De kam wordt door de poederfilm gesleept en de dikte ligt tussen de hoogste genummerde tand die een markering heeft gemaakt en waaraan poeder kleeft, en de volgende hoogste tand die geen markering heeft gemaakt en waaraan geen poeder kleeft. Deze instrumenten zijn relatief goedkoop en hebben een nauwkeurigheid van ±5 mm. Zij zijn alleen geschikt als leidraad, aangezien de uitgeharde film na het vloeien anders kan zijn. Markeringen die het meetinstrument achterlaat, kunnen de eigenschappen van de uitgeharde film beïnvloeden.
Een ultrasoon apparaat, zoals de PosiTest PCkan niet-destructief worden gebruikt op niet-uitgehard poeder op gladde metalen oppervlakken om de dikte van de uitgeharde film te voorspellen. De sonde wordt op korte afstand van het te meten oppervlak geplaatst en een waarde wordt weergegeven op het LCD-scherm van het apparaat. De meetonzekerheid is ±5 mm.

Laagdiktemeters worden gekalibreerd aan de hand van bekende diktestandaarden. Er zijn veel bronnen van diktestandaarden, maar het is het beste om ervoor te zorgen dat ze herleidbaar zijn naar een nationaal meetinstituut zoals NIST (National Institute of Standards & Technology). Het is ook belangrijk om te controleren of de standaarden at vier keer zo nauwkeurig zijn als de meter waarmee ze gekalibreerd worden. Een regelmatige controle aan de hand van deze standaarden controleert of de meter goed werkt. Als de metingen niet voldoen aan de nauwkeurigheidsspecificatie van de meter, moet de meter worden aangepast of gerepareerd en vervolgens opnieuw worden gekalibreerd.
De laagdikte van coatings kan een grote invloed hebben op de kosten en de kwaliteit. Het meten van de laagdikte zou voor alle coaters een routinezaak moeten zijn. De juiste verfmeter hangt af van het diktebereik van de coating, de vorm en het type van het substraat, de kosten van de verfmeter en hoe belangrijk een nauwkeurige meting is.

DAVID BEAMISH (1955 - 2019), voormalig president van DeFelsko Corporation, een in New York gevestigde fabrikant van handbediende inspectie-instrumenten voor coatings die wereldwijd worden verkocht. Hij had een graad in civiele techniek en meer dan 25 jaar ervaring in het ontwerpen, produceren en op de markt brengen van deze testinstrumenten in verschillende internationale industrieën, waaronder industriële verf, kwaliteitsinspectie en productie. Hij gaf trainingen en was actief lid van diverse organisaties waaronder NACE, SSPC, ASTM en ISO.

.png)







