
In dit artikel worden methoden geëvalueerd die gebruikt worden om oppervlakteprofielen te meten die gemaakt zijn door elektrische gereedschappen, namelijk air scalers, borstelreinigers en roto peen scalers. Er zal speciale aandacht worden besteed aan het gebruik van replicatape en de mogelijkheid om profielen van verschillende oppervlakken te karakteriseren met behulp van een digitale replicatape lezer met 3D beeldmogelijkheden. Meer specifiek zal dit document bepalen of de meetmethoden beschreven in ASTM D4417 geschikt zijn voor het meten van profielen geproduceerd door elektrisch gereedschap.
NAVSEA definieert handgereedschap als draagbare automatische apparaten die worden gebruikt voor oppervlaktevoorbereiding en die kunnen worden onderverdeeld in drie basiscategorieën:
Hoewel er veel normen bestaan voor het meten van oppervlakteprofielen die ontstaan bij het stralen van stalen oppervlakken, zijn er weinig onderzoeken of richtsnoeren voor het meten van profielen die door elektrisch gereedschap worden gemaakt.
In dit artikel worden drie veelgebruikte meetmethoden onderzocht voor het bepalen van oppervlakteprofielparameters en wordt hun effectiviteit geëvalueerd op oppervlakken die zijn geprepareerd met een elektrisch gereedschap: micrometers met veer met behulp van replicatape, micrometers voor dieptemeting en ruwheidsstiftinstrumenten. Profielen geproduceerd door air scalers, borstelreinigers en roto peen scalers op stalen testpanelen werden onderzocht voor deze studie.
Er zal aandacht worden besteed aan de doeltreffendheid van elke meetmethode om te meten op alle drie de profielen van het elektrisch gereedschap en of een van de elektrische gereedschappen profielkenmerken vertoont die een uitdaging vormen. Door evaluatie van de gegevens, plotten van latere resultaten en het gebruik van 3D-oppervlaktebeeldvorming zal een definitieve aanbeveling worden gedaan over welke meetmethode het meest geschikt is.
Oppervlaktevoorbereiding is rechtstreeks van invloed op de prestaties van beschermende coatingsystemen. Het is van cruciaal belang dat een oppervlak vrij is van roest en walshuid en van oppervlakteverontreinigingen zoals vuil, olie, oplosbare zouten en vet. Even belangrijk is het oppervlakteprofiel, waarvan de eigenschappen bijdragen aan de levensduur van de coating en de hechting. Evaluatie van het oppervlakteprofiel wordt dan ook een kritische oefening.
Elektrisch gereedschap wordt vaak gebruikt om stalen oppervlakken te reinigen voordat beschermende coatings worden aangebracht. Terwijl het profiel van gestraalde oppervlakken routinematig wordt gemeten met replicatape, dieptemicrometers of draagbare naaldruwheidsinstrumenten, weten coatingspecialisten vaak niet zeker welke methode het meest geschikt is voor profielen die zijn gemaakt met elektrisch gereedschap, waaronder air , borstelreinigers en roto peenreinigers.
Slijpsel produceert complexe, willekeurige patronen over het oppervlak. Oppervlakteprofielen geproduceerd door elektrisch gereedschap vertonen echter repetitieve patronen die een uitdaging vormen voor een goede piek-dalhoogte- en piekdichtheidsmeting.
In een artikel uit februari 2015 liet D. Beamish2 zien hoe replica tape gebruikt kon worden om kritische parameters van het oppervlakteprofiel te bepalen voor gestraalde stalen oppervlakken en hoe deze parameters gerelateerd konden worden aan de treksterkte. In het artikel werd met name besproken hoe aanzienlijk meer informatie beschikbaar was via replica tape metingen dan andere meetmethoden, waardoor de Peak Density (Pd) en Developed Interfacial Area Ratio (Sdr) konden worden bepaald, die direct verband hielden met de pull-off hechtsterkte. Verder werd aangetoond dat oppervlakte parameters gemeten met replica tape nauw gecorreleerd waren met gevestigde meettechnieken voor gestraalde profielen, zoals confocale microscopie en stylus profilometrie. Dit artikel gaat verder met deze analyse en bepaalt de geschiktheid van replica tape om niet alleen oppervlakte parameters te meten van gestraalde profielen, maar ook om oppervlakte profiel te meten van een verscheidenheid aan met elektrisch gereedschap geprepareerde oppervlakken.
Replica tape wordt sinds de jaren 60 gebruikt om het oppervlakte profiel van gestraald staal te meten. Op grote schaal gebruikt in de coating industrie, bestaat replica tape uit een laag pletbaar plastic schuim op een niet samendrukbaar polyester substraat met een zeer uniforme dikte van 2 mils ± 0,2 mils (50,8 micron ± 5 micron). De schuimdikte is afhankelijk van de tapekwaliteit. Replica tape is verkrijgbaar in twee soorten, regulier en optisch, en twee kwaliteiten, grof en X-grof. Voor de meeste toepassingen volstaat gewone replica tape. Optische kwaliteit replica tape wordt gebruikt voor het produceren van 3D beelden van het tape oppervlak. De twee tapekwaliteiten zijn Coarse, die profielen meet van 0,8 - 2,5 mils (20 tot 64 µm), en X-Coarse, die profielen meet van 1,5 - 4,5 mils (38 tot 115 µm).
Wanneer het schuim tegen een opgeruwd stalen oppervlak wordt gedrukt, vormt het een afdruk, of omgekeerde replica, van het oppervlak. Het schuim kan inzakken tot ongeveer 25% van zijn vooringedrukte dikte. Als de hoogste pieken op het oorspronkelijke oppervlak tegen de polyester drager drukken, wordt het volledig ingedrukte schuim zijwaarts verplaatst. Op dezelfde manier creëren de diepste dalen op het origineel de hoogste pieken in de replica.
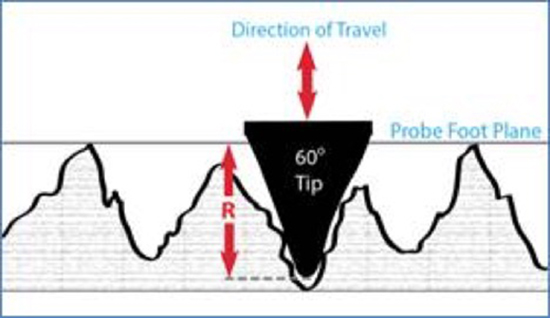
Door de samengedrukte tape tussen de aambeelden van een veermicrometer te plaatsen, zoals de PosiTector RTR H, en de bijdrage van het niet-samendrukbare polyester substraat (2 mils / 50 µm) hiervan af te trekken, wordt het gemiddelde maximale piek-tot-dal oppervlakteruwheidsprofiel gemeten (Fig.1).

Deze methode voor oppervlaktemeting is robuust, relatief eenvoudig, goedkoop, en stelt de gebruiker in staat een fysieke replica van het te beoordelen oppervlak te behouden. Het is een van de meest gebruikte manieren om de piek-dalhoogte van gestraalde oppervlakken te bepalen in de coatingindustrie.
Replica tape biedt extra voordelen ten opzichte van andere meetmethoden omdat het oppervlakteprofiel gemeten wordt over een tweedimensionaal gebied, in plaats van een enkel punt of een rechte lijn meting. De spitse tasterpunt van een dieptemicrometer meet een enkel punt met een straal van ongeveer 0,05 mm (50 micron), voor een bemonsteringsoppervlak van 0,007 mm2. De typische bemonsteringslijn van een naaldruwheidsinstrument is 12,5 mm lang en 4 micron breed, voor een totaal meetgebied van 0,05 mm2. Het meetgebied van het replicatape is 31 mm2. Dit vertegenwoordigt een meetgebied dat ruwweg 258 keer zo groot is als het meetgebied van een naaldruwheidsinstrument en ongeveer 4.400 keer zo groot als de dieptemicrometer. Verder, bij gebruik van een instrument zoals de PosiTector RTR 3Dkan digitale beeldvorming van gepolijste replicatape 3D-beelden van oppervlakteprofielen produceren, zodat de gebruiker het oppervlak visueel kan observeren voordat de coating wordt aangebracht.
Een dieptemicrometer, zoals de PosiTector SPGmaakt gebruik van een vlakke basis die op de pieken van het oppervlakteprofiel rust en een verende tasterpunt die in de basis gemonteerd is en in de dalen van het profiel valt. De vlakke basis rust op de hoogste pieken en elke meting is daarom de afstand tussen de hoogste lokale pieken en het specifieke dal waarin de tip is geprojecteerd, zoals geïllustreerd in figuur 2. Dieptemicrometers hebben het voordeel dat ze profielhoogtes kunnen meten die het bereik van veel andere instrumenten overschrijden.
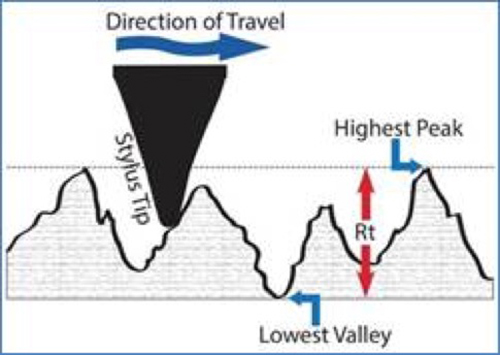
Een draagbaar naaldruwheidsinstrument gebruikt een naald die at constante snelheid over een oppervlak wordt getrokken en de op- en neerwaartse bewegingen registreert om de Rt te bepalen, of de verticale afstand tussen de hoogste piek en het laagste dal binnen een gegeven evaluatielengte. Het instrument meet en registreert de verticale afstand die de stylus over het oppervlak aflegt, zoals te zien is in Figuur 3.
Gewoonlijk wordt een vooraf bepaalde beoordelingslengte verdeeld in 7 bemonsteringslengtes en meet het instrument de piek-dalhoogte binnen elke bemonsteringslengte, Ry, van elke sectie, waarbij de eerste en de laatste sectie buiten beschouwing worden gelaten. Het gemiddelde van de resterende Ry's wordt gebruikt om Rz te berekenen. Voor deze studie is Rz gelijk aan RzDIN, gelijk aan het gemiddelde van de afstanden tussen de hoogste piek en het laagste dal in elke bemonsteringslengte, volgens ASME Y14.36M7.
Twaalf stalen platen werden geprepareerd met behulp van drie verschillende elektrische gereedschappen: een air , borstelreiniger en roto peen scaler, geïllustreerd in Fig. 4. Deze platen kregen binnen elke groep het label 1 tot en met 4.
De volgende panelen werden geëvalueerd:

De oppervlakteprofielen op de panelen werden geëvalueerd met de volgende drie instrumenten:
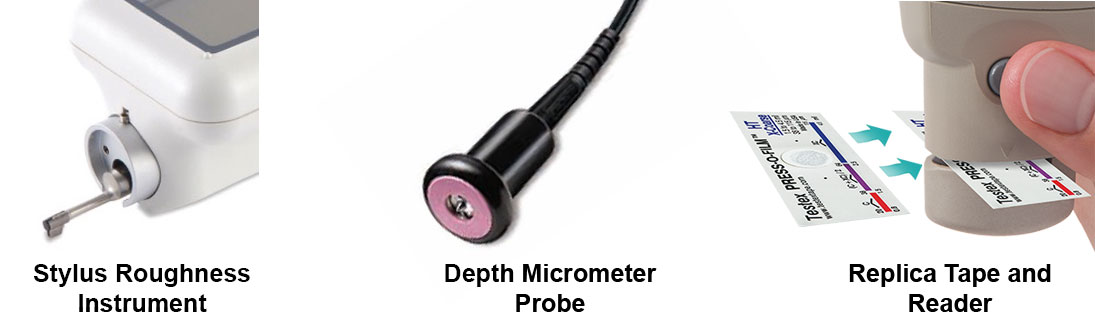
Met elk instrument werd op de volgende manier getest:
1. Een draagbaar naaldruwheidsinstrument werd gebruikt om Rz en Rpc te bepalen voor elk paneel. Er werden drie spoormetingen uitgevoerd at 5 locaties op elk paneel met elke spoormeting een evaluatielengte van 12,5 mm en een bemonsteringslengte van 2,5 mm.
a. De meetlocaties zijn aangegeven in diagram 1. Er zij op gewezen dat bij de panelen met een borstelreiniger de spoormetingen 2 en 4 in de richting van de bias liggen, terwijl de spoormetingen 1, 3 en 5 tegen de biasrichting in liggen. Bij de roto peen scaler panelen liggen de spoormetingen 2 & 4 tegen de biasrichting in en de spoormetingen 1, 3, en 5 in de biasrichting.

2. Er werd een digitale dieptemicrometer gebruikt om Rt te bepalen. Er werden 10 metingen gedaan at 5 locaties op elk paneel, voor een totaal van 50 metingen per paneel. Volgens D4417 werden 10 metingen per locatie verricht. In dit onderzoek werden 5 locaties gebruikt en de maximumwaarden van de 10 metingen op de 5 locaties werden genoteerd en gemiddeld. Het gemiddelde van de 50 individuele metingen werd ook vastgelegd. De monsterlocaties worden gedetailleerd weergegeven in diagram 2:

3. Met een digitale replicatapeester en imager werden HL en Pd gemeten. Per paneel werden vier burnishings genomen. Drie werden genomen met gewone replica tape (grof en/of X-grof) en één werd genomen met optische replica tape. De meetlocaties zijn weergegeven in diagram 3:

1. Er werden patronen gezien in de resultaten. Bij het onderzoeken van afbeeldingen van de oppervlakken waren richtingsstrepen zichtbaar op de met een borstelreiniger en een roto peen scaler geprepareerde oppervlakken. De metingen van het ruwheidsinstrument van de stylus in de richting van deze gerichte vertekening en tegen de vertekening in bevestigden duidelijke verschillen in de oppervlakteparameters. Verder toonden afbeeldingen van de air geprepareerde oppervlakken aan dat ze weinig duidelijke pieken en dalen hadden, wat tot de veronderstelling leidde dat de dieptemicrometer de werkelijke hoogte tussen pieken en dalen misschien niet goed registreerde. Er werd verondersteld dat de resultaten zouden verbeteren met aangepaste meettechnieken die rekening hielden met vertekening/piekdichtheid:
a. De door borstelreiniger/roto peen scaler geprepareerde panelen vertoonden een richtingsafwijking die een uitdaging vormde voor draagbare naaldruwheidsinstrumenten. Een draagbaar naaldruwheidsinstrument is wellicht niet geschikt omdat de metingen afhankelijk zijn van de bias. De oorspronkelijke specificaties (D7127) voor het meten van met een elektrisch gereedschap gereinigde oppervlakken houden geen rekening met vertekening en/of dichtheid van pieken. Dit kan leiden tot te lage of te hoge waarden voor het oppervlakteprofiel. Wijziging van de testmethode om metingen in de richting van de vertekening te negeren is noodzakelijk om zinvolle resultaten te verkrijgen.
b. Er werd waargenomen dat de air scaler geprepareerde panelen een zeer lage piekdichtheid (piekfrequentie) hadden. Er werd voorgesteld dat het verhogen van het aantal metingen met de dieptemicrometer zou kunnen helpen om deze verlaagde frequentie te verklaren en een nauwkeuriger resultaat te produceren. Om deze hypothese te evalueren werd een tweede testronde uitgevoerd waarbij 20 metingen per plek op alle 5 locaties werden uitgevoerd, voor een totaal van 100 metingen per paneel. Het gemiddelde van de 5 maxima werd gerapporteerd.
2. De resultaten gaven aan dat replica tape gebruikt kan worden voor alle drie de profielen die met een elektrisch gereedschap worden geproduceerd. De resultaten die met een digitale lezer voor replicatape zijn verkregen werden niet significant beïnvloed door de bias en dichtheid die een uitdaging vormen voor de andere instrumenten, en het was niet nodig om de testmethode aan te passen.
3. Uit de resultaten van de dieptemicrometer bleek dat het gebruik van het gemiddelde van de maxima voor de vijf locaties resultaten opleverde die beter overeenkwamen met de resultaten van de andere meetmethoden dan het gemiddelde van de 50 afzonderlijke metingen.
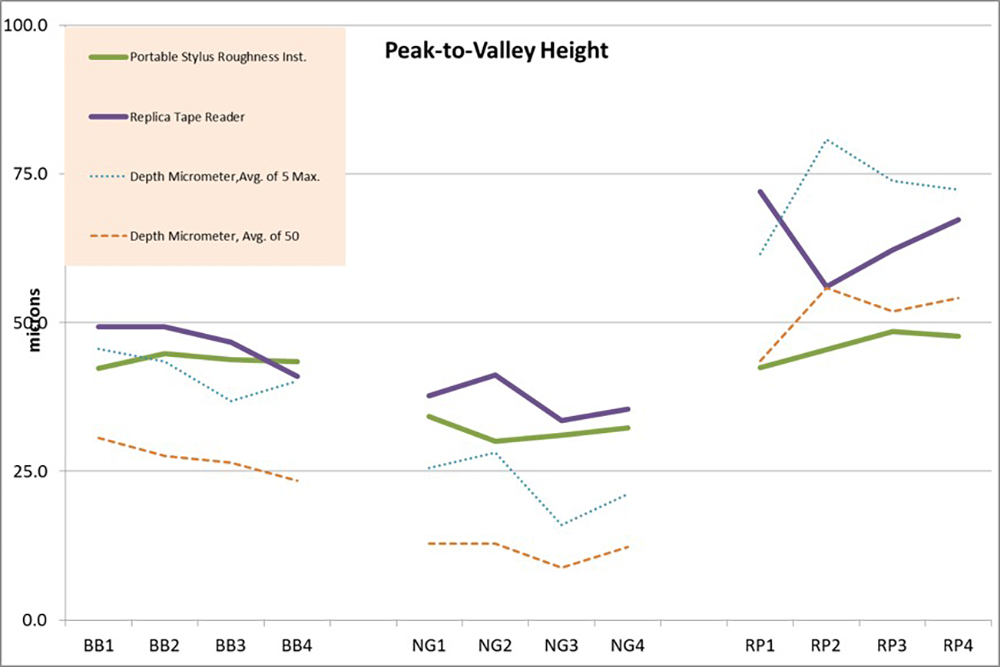
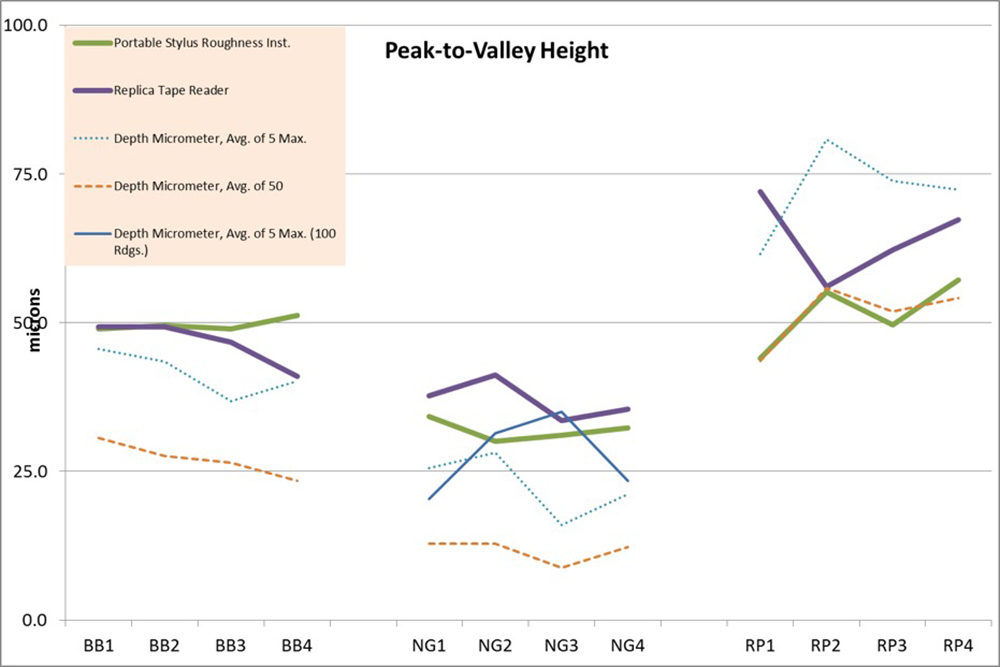
Grafiek 1 toont de eerste resultaten van de drie meetmethoden. De resultaten van de dieptemicrometer zijn weergegeven als zowel het gemiddelde van alle 50 metingen als het gemiddelde van de 5 maxima. Geconstateerd werd dat de door de instrumenten geproduceerde kenmerken sommige meetinstrumenten op de proef stelden en hun resultaten minder consistent maakten.
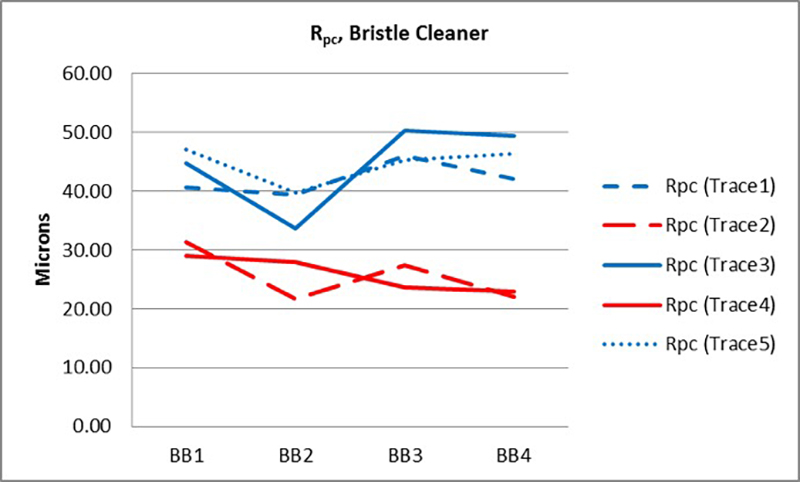
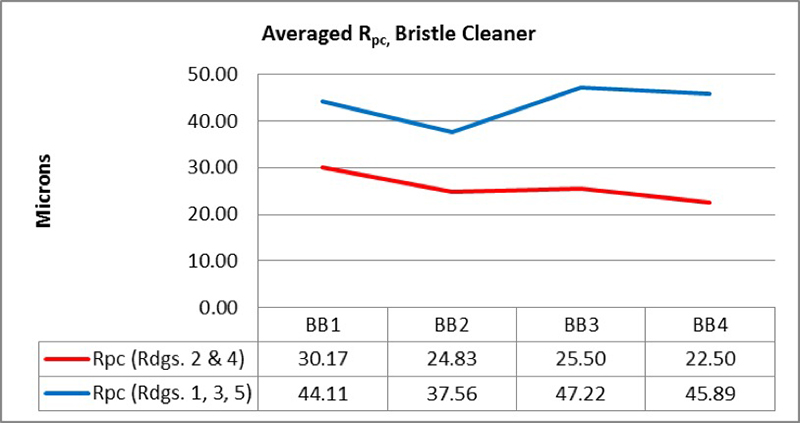
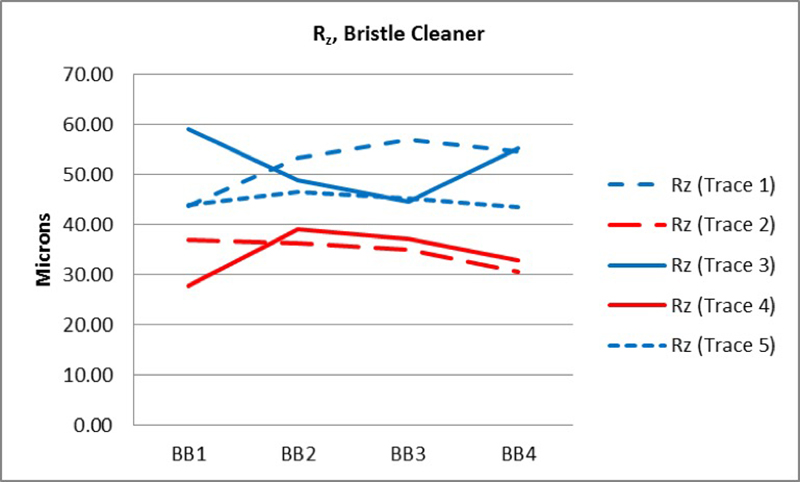
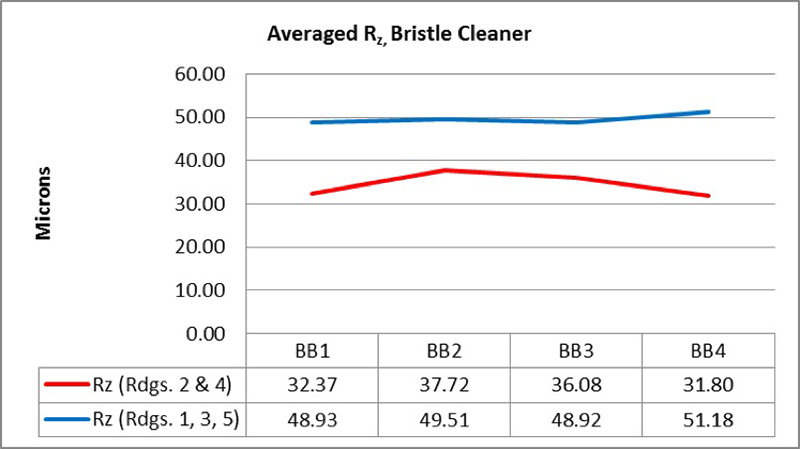
De onderstaande grafieken illustreren dit. In de grafieken 2 en 4 worden afzonderlijke sporen getoond. Voor de panelen van de borstelreiniger waren de metingen 2 en 4 voor alle parameters consequent lager dan de metingen 1, 3 en 5. De metingen 2 en 4 werden verricht in de richting van de bias (rood), terwijl de metingen 1, 3 en 5 dwars op de bias werden verricht (blauw). De grafieken 3 en 5 tonen de resultaten van alle sporen genomen met de bias als gemiddelde en alle sporen genomen dwars op de bias als gemiddelde.
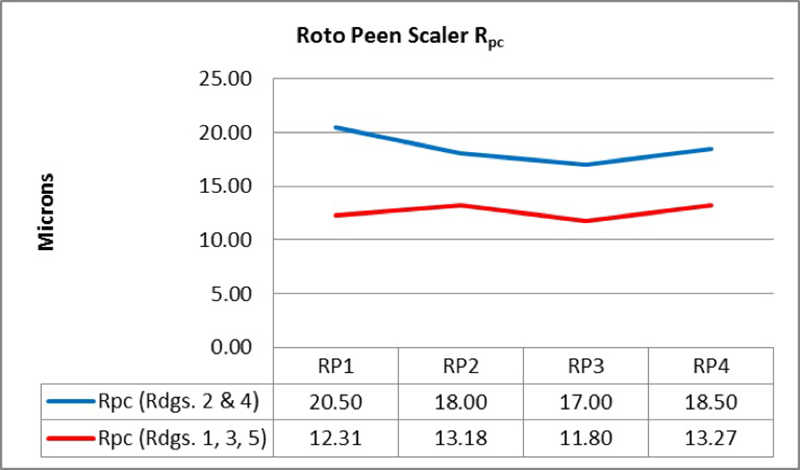
Voor de roto peen scaler panelen zijn de afzonderlijke sporen weergegeven in grafiek 6 en 8. De metingen 2 en 4 waren consequent hoger voor alle parameters dan de metingen 1, 3 en 5. De metingen 2 en 4 zijn genomen in de richting van de vertekening (blauw), terwijl de metingen 1, 3 en 5 met de vertekening mee zijn genomen (rood). De grafieken 7 en 9 tonen de resultaten van alle sporen genomen met de vertekening gemiddeld en alle sporen genomen dwars op de vertekening gemiddeld.



Toen de piekdichtheden van de drie paneeltypes werden vergeleken, vertoonde het panel air significant lagere metingen dan de andere, zoals te zien is in grafiek 10.
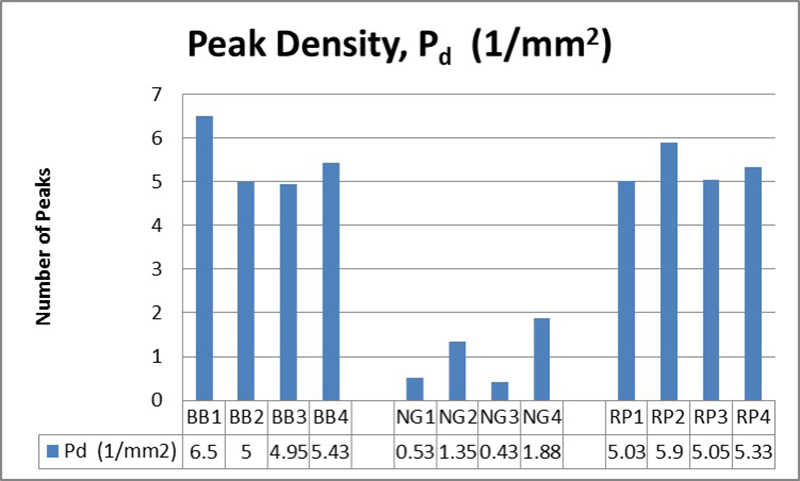
Vanwege de lagere dichtheden werd verondersteld dat de metingen van de dieptemicrometer nadelig zouden kunnen worden beïnvloed doordat het minder waarschijnlijk is dat het instrument in de laagste dalen wordt geplaatst.
Bij de vergelijking van de meetmethoden bleek uit eerste waarnemingen dat van de oppervlakken en meetmethoden voor elektrisch gereedschap Replica Tape het minst beïnvloed werd door invloeden als vertekening of piektelling.
Na afloop van de tests bleek uit de analyse van de gegevens dat de resultaten van het draagbare naaldruwheidsinstrument aanzienlijk beïnvloed leken te worden door de richtingsafwijking van de panelen. Dit was met name het geval bij de panelen die waren behandeld met de borstelreiniger, en in mindere mate bij de panelen die waren behandeld met de roto peen scaler.
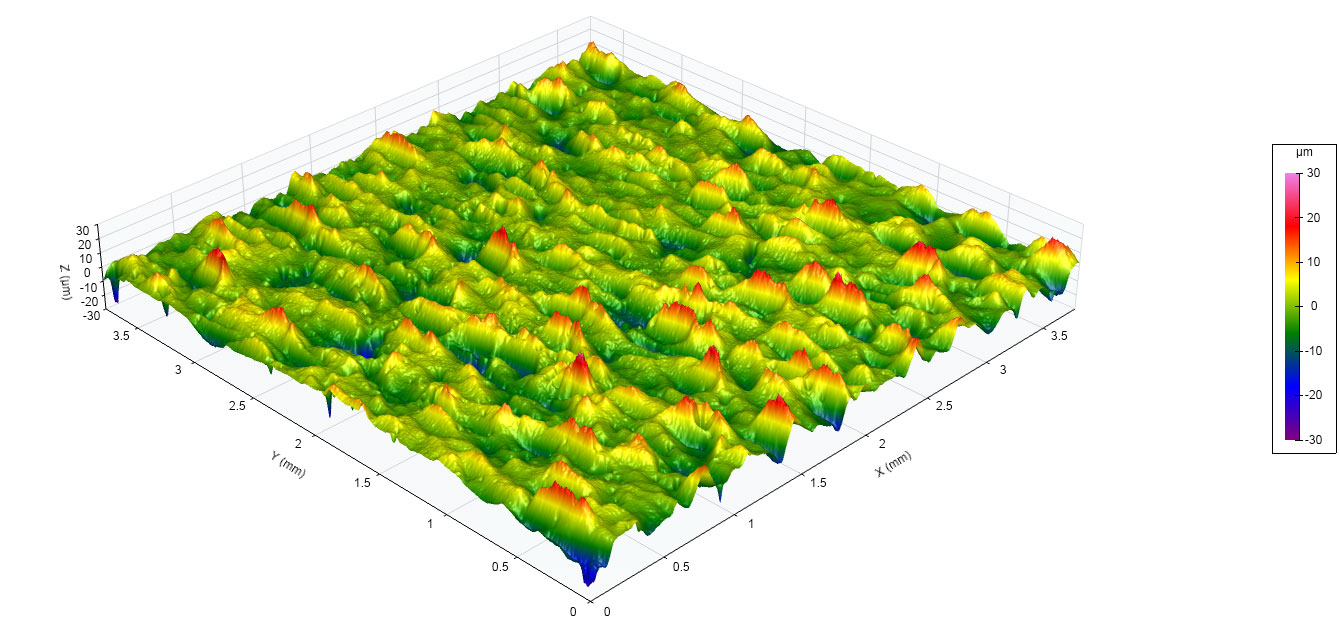
Het eerste 3D-beeld hieronder van een met een borstelreiniger geprepareerd oppervlak (figuur 6) vertoont strepen van links naar rechts, die overeenkomen met de richting waarin de borstelreiniger op het paneel is aangebracht, waardoor er in wezen dalen en/of pieken ontstaan die in die algemene richting lopen. Het tweede 3D-beeld van een oppervlak van een roto peen scaler (figuur 7) vertoont soortgelijke kenmerken.

Om het effect hiervan op de met het naaldruwheidsinstrument verkregen resultaten te bevestigen, werden aanvullende tests uitgevoerd op de met een borstel gereinigde panelen, waarbij bijzondere aandacht werd besteed aan de richtingsafwijking.
Deze extra test werd uitgevoerd door vier metingen te verrichten met de vertekening mee en vier metingen dwars op de door de borstelreiniger gecreëerde vertekening. Vervolgens werden twee waarden, Rpc en Rz, vergeleken tussen de horizontale en de verticale test. De resultaten zijn hieronder weergegeven in de grafieken 11 en 12:
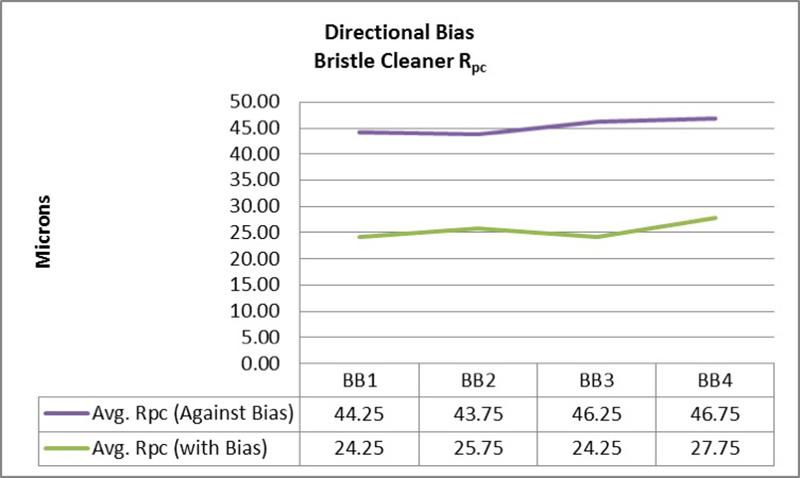
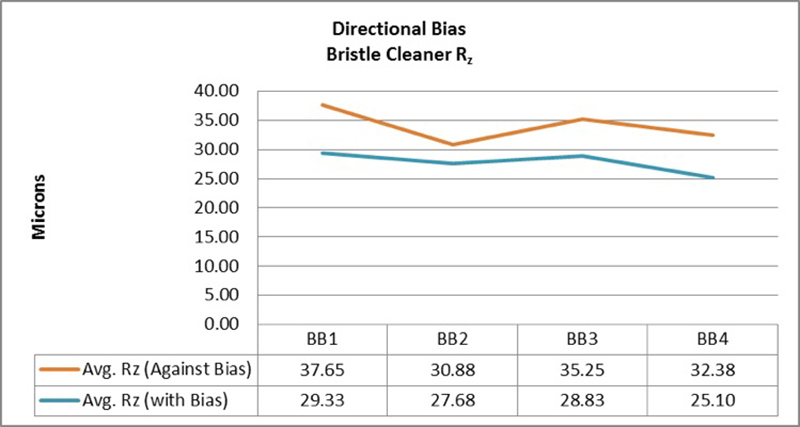
Metingen met en dwars op de bias leverden duidelijk verschillende resultaten op. Metingen volgens deze methode kunnen leiden tot een onjuiste karakterisering van het oppervlak als de richtingsafwijking niet in aanmerking wordt genomen of niet bekend is. Dit zou kunnen leiden tot een onjuiste of onvoldoende toepassing van een coating. Metingen met replicatape of dieptemicrometers werden niet beïnvloed door richtingsafwijkingen.
De gebruiksaanwijzingen van de fabrikant voor de borstelreiniger en de roto-peen scaler werden geraadpleegd om na te gaan of er methoden werden besproken om richtingsafwijkingen aan te pakken. In geen van beide handleidingen werden specifieke instructies gevonden over vertekening van de richting of het ontstaan van oppervlaktestrepen. In de handleiding voor de roto-peen scaler staat met betrekking tot de oppervlaktebehandeling: "Gebruik een cirkelvormige of oscillerende beweging over het gehele oppervlak om een uniforme oppervlaktebehandeling te verzekeren.
Er zijn echter geen instructies of suggesties voor het gebruik die het optreden van richtingsafwijkingen aanpakken of voorkomen.
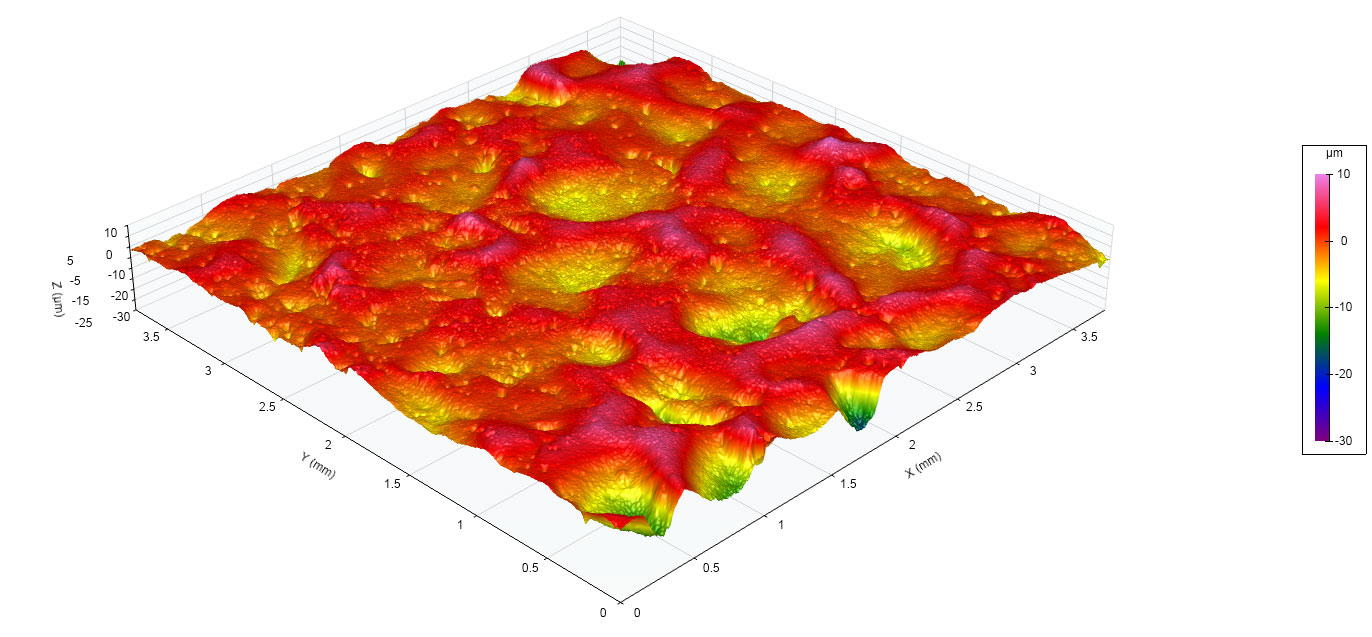
De meetresultaten toonden aan dat de panelen geproduceerd door de air een lage piekdichtheid vertoonden in vergelijking met de andere panelen geproduceerd door het elektrische gereedschap. Lagere piekdichtheden maken het moeilijker voor de dieptemicrometer om de werkelijke hoogte tussen piek en dal te vinden. Dit komt door een lagere statistische waarschijnlijkheid dat de punt van de micrometer direct in het laagste punt van het profiel terechtkomt. Tenzij het instrument de laagste depressie van het profiel vindt, zullen de resultaten foutief laag zijn. Figuur 8 toont een 3D-weergave van een met een air geprepareerd oppervlak. Het is duidelijk te zien dat het oppervlak weinig duidelijke pieken en/of dalen bevat en meestal afgerond en vlak lijkt.
Nadat met behulp van digitale beeldvorming van replica-band lage piekdichtheden waren waargenomen, werd vastgesteld dat het verhogen van het aantal metingen met de dieptemicrometer nauwkeuriger piek-dalmetingen opleverde. Om deze hypothese te testen werd het aantal metingen op elke plaats verdubbeld tot 20, voor een totaal van 100 metingen per paneel. Door het aantal metingen te verdubbelen is het resultaat representatiever voor de resultaten die gevonden zijn met een naaldruwheidsinstrument en replicatape, zoals blijkt uit grafiek 13.

Voor drie van de vier onderzochte panelen resulteerde een verdubbeling van het aantal dieptemicrometermetingen per vlek in waarden die beter overeenkwamen met het naaldruwheidsinstrument en de replicatape. Hoewel hier niet onderzocht, kan het verder verhogen van het aantal metingen per vlek resulteren in waarden die beter overeenkomen met andere methoden.
Er wordt verondersteld dat het naaldruwheidsinstrument op dezelfde manier beïnvloed zal worden door de lagere piekdichtheid. Het naaldruwheidsinstrument meet echter over een groter oppervlak dan de dieptemicrometer, en dit grotere meetgebied kan voldoende zijn om de hoogste piek en het laagste dal vast te leggen. Hoe dan ook, de waarschijnlijkheid om de ware maximale piek-dal profielhoogte te vinden op met air scaler geprepareerde oppervlakken is kleiner, simpelweg door het lagere aantal duidelijke pieken en dalen.
Metingen afkomstig van replicatape werden niet beïnvloed door richtingsafwijkingen of piekdichtheid, in tegenstelling tot metingen met andere meetmethoden. Deze methode leverde consistente resultaten op alle drie met een elektrisch gereedschap gereinigde oppervlakken.
Bij panelen die beïnvloed worden door richtingsafwijkingen, vangt het meetgebied van de replicatape patronen in beide richtingen van de afwijking op. Aangezien HL wordt gemeten als de maximale piek-dal hoogte over het gehele gebied, heeft de vertekening geen effect. Hierdoor waren de resultaten van de metingen met het replicabandje representatiever voor het oppervlak en hoefde de meetmethode niet te worden aangepast om zinvolle resultaten te verkrijgen.
Ook de metingen van het replica-bandje werden niet negatief beïnvloed door de piekdichtheid. Omdat het meetgebied van de replica tape groter is dan de horizontale afstand tussen pieken en dalen was de verminderde dichtheid geen factor. Nogmaals, vanwege het grote meetgebied van het replica band waren de metingen representatiever dan met de micrometer of het naald ruwheidsinstrument.
Methode C, replica tape en veermicrometers, mat de door alle drie de gereedschappen geproduceerde oppervlakken het meest nauwkeurig, voornamelijk omdat het bemonsterde oppervlak groter is dan dat van de andere methoden. Het grotere meetoppervlak van het replicatape zorgde voor de kenmerken van de met elektrisch gereedschap vervaardigde oppervlakken die de andere meetmethoden negatief beïnvloedden.
Oppervlakken die door elektrisch gereedschap worden gemaakt vertonen kenmerken waarmee rekening moet worden gehouden bij de keuze van een meetmethode voor oppervlakteprofielen. Gereedschap dat richtingsstrepen (bias) achterlaat op het oppervlak kan leiden tot onnauwkeurige metingen van oppervlakteprofielparameters wanneer draagbare naaldruwheidsinstrumenten worden gebruikt. Gereedschappen die resulteren in oppervlakteprofielen met lage piekdichtheden worden niet voorzien in de normen (ASTM D4417) en als gevolg daarvan worden lagere piek-dal metingen gerapporteerd bij gebruik van een dieptemicrometer in overeenstemming met die testmethode. Wanneer met deze kenmerken geen rekening wordt gehouden, kunnen de resultaten onnauwkeurig zijn.
Hoewel er beperkingen zijn bij het gebruik van draagbare naaldruwheidsinstrumenten en dieptemicrometers op met elektrisch gereedschap geprepareerde oppervlakken, kunnen de meetmethoden zodanig worden aangepast dat deze instrumenten deze oppervlakken effectief kunnen meten. De naaldruwheidsinstrumenten van methode D waren niet geschikt om het oppervlakteprofiel op deze oppervlakken te meten, tenzij ervoor werd gezorgd dat alleen dwars op de vertekening werd gemeten. Uit de metingen van de dieptemicrometers van methode B bleek dat de resultaten zouden verbeteren door het aantal metingen te verhogen om rekening te houden met de lage piekdichtheid.
Bovendien lieten de resultaten van de dieptemicrometers van methode B duidelijk zien dat het gebruik van het gemiddelde van de maxima voor de vijf locaties resultaten opleverde die beter overeenkwamen met de resultaten van de andere meetmethoden dan het gebruik van het gemiddelde van de 50 afzonderlijke metingen. Dit ondersteunt andere studies met dezelfde bevindingen, met name "Surface Profile - A Comparison of Measurement Methods" van D. Beamish9, waarin deze methode voor het eerst werd voorgesteld.
Grafiek 14 toont de resultaten van alle meetmethoden nadat aanpassingen waren gemaakt om rekening te houden met fouten door richtingsafwijkingen en lage piekdichtheid. Met richtingsafwijkingen is rekening gehouden bij de panelen die met de borstelreiniger en de roto peen scaler zijn geprepareerd door de spoormetingen in de richting van de afwijking te verwijderen. Dit resulteerde in een resultaat dat gemiddeld 13,2% dichter bij de resultaten van de replica tape lag voor de met borstel gestraalde panelen, en gemiddeld 8,9% dichter bij de metingen van de replica tape voor de met roto peen behandelde panelen.
De lage piekdichtheid op de panelen van air scaler is verklaard door de resultaten uit te zetten met zowel 10 als 20 metingen per plek en het gemiddelde van de maxima voor de vijf locaties te rapporteren. Door dit te doen vertoonden de aflezingen van de dieptemicrometer een 15,9% nauwere correlatie met de aflezingen van het draagbare naaldruwheidsinstrument en een 14,2% nauwere correlatie met de aflezingen van de replicatape.
De resultaten van de replicaband worden echter weergegeven zoals ze zijn gemeten, zonder aanpassing voor oppervlakte-effecten. Het is duidelijk dat de ongewijzigde resultaten van de band in overeenstemming zijn met andere meetmethoden.
Deze resultaten wijzen er sterk op dat replica-band een eenvoudigere en effectievere oplossing biedt voor het meten over oppervlakken die door meerdere elektrische gereedschappen zijn gemaakt. De band vereist geen speciale aandacht voor bias of piekdichtheid. In tegenstelling tot andere meetmethoden waarbij rekening moet worden gehouden met door het elektrisch gereedschap veroorzaakte profieleffecten, kunnen de resultaten van het replicatape worden gebruikt zoals ze zijn gemeten.
In de verf- en coatingindustrie is veel onderzoek gedaan naar de beoordeling van gestraalde profielen op stalen substraten.
ISO 8503-5 - Voorbehandelingvan stalen substraten voor het aanbrengen van verf en aanverwante producten - Kenmerken van de oppervlakteruwheid van gestraalde stalen substraten - Deel 5: Replicabandmethode voor de bepaling van het oppervlakteprofiel3
ISO 8503-5 beschrijft de voorbereiding van stalen substraten vóór het aanbrengen van verf en aanverwante producten en de kenmerken van de oppervlakteruwheid van gestraalde stalen substraten:
1 Toepassingsgebied
Dit document beschrijft een veldmethode voor het meten van het oppervlakteprofiel dat ontstaat bij een van de in ISO 8504-2 beschreven straalprocedures. De methode maakt gebruik van replicatape en een geschikt meetinstrument om ter plaatse de ruwheid van een oppervlak te meten voordat verf of een andere beschermende laag wordt aangebracht.
De methode is toepasbaar binnen het genoemde bereik van profielhoogten voor een bepaalde kwaliteit (of dikte) van replica-band. Met de momenteel in de handel verkrijgbare kwaliteiten kunnen gemiddelde piek-dalprofielen van 20 μm tot 115 μm worden gemeten. De methode is geldig voor oppervlakken die met schuurmiddelen zijn gereinigd.
ASTM D7127-Standard Testmethode voor het meten van de oppervlakteruwheid van met straalmiddel gereinigde metalen oppervlakken met een draagbaar stylusinstrument4
ASTM D7127 beschrijft de meting van de oppervlakteruwheid van met straalmiddel gereinigde metalen oppervlakken met behulp van een draagbaar naaldinstrument:
1. Toepassingsgebied
1.1 Deze testmethode beschrijft een werk- of veldprocedure voor de bepaling van de ruwheidseigenschappen van oppervlakken die door middel van stralen zijn voorbereid op het verven. De procedure maakt gebruik van een draagbaar, al dan niet van glijders voorzien, instrument voor het opsporen van profielen. De gemeten kenmerken zijn: Rt en Rpc. Aanvullende metingen van de profielhoogte (Rmax en/of Rz) kunnen ook worden verkregen zoals overeengekomen door koper en verkoper.
NACE SP0287 - Veldmetingvan het oppervlakteprofiel van met straalmiddel gereinigde stalen oppervlakken met behulp van een replicaband5
NACE SP0287 beschrijft en karakteriseert een procedure voor het meten van het oppervlakteprofiel van met straalmiddel gereinigd staal. De meettechniek maakt gebruik van een meetlint dat het oppervlakteprofiel nabootst. Andere gangbare methoden om het oppervlakteprofiel te meten worden niet besproken:
1.1 Deze standard beschrijft een procedure voor het ter plaatse meten van het oppervlakteprofiel van met straalmiddel gereinigde stalen oppervlakken met een oppervlakteprofiel, zoals gedefinieerd in hoofdstuk 2, tussen 38 en 114 μm (1,5 en 4,5 mils).
ASTM D4417-Standard Testmethoden voor veldmetingen van oppervlakteprofiel gestraald staal.
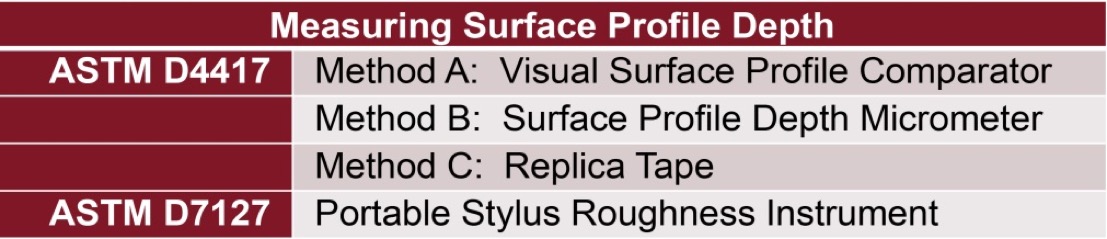
ASTM D4417 beschrijft in tabel 1 drie methoden voor de beoordeling van het oppervlakteprofiel van gestraalde stalen oppervlakken:
1. Toepassingsgebied
1.1 Deze testmethoden omvatten de beschrijving van technieken voor het meten van het profiel van met straalmiddel gereinigde oppervlakken in het laboratorium, in het veld of in de werkplaats.
SSPC PA 17 - Bepaling vande naleving van het profiel6
SSPC PA 17 geeft aanvullende richtlijnen voor het bepalen van de conformiteit met de eisen voor oppervlakteprofielen. Terwijl de ASTM-normen beschrijven hoe de metingen moeten worden uitgevoerd, richt SSPC PA 17 zich op de plaats en de frequentie van de metingen.
In deze industrienormen ontbreken grotendeels procedures en beschrijvingen voor de evaluatie van met elektrisch gereedschap gereinigde oppervlakken. Naarmate het gebruik van elektrisch gereedschap toeneemt, wordt het steeds belangrijker te bepalen wat de beste en meest nauwkeurige manier is om deze oppervlakken te beoordelen.
In deze normen wordt slechts één keer vermeld hoe met elektrisch gereedschap geprepareerde oppervlakken moeten worden beoordeeld. In ASTM D4417-14, punt 1.2, staat: "Methode B kan ook geschikt zijn voor het meten van het profiel dat door het gebruik van elektrisch gereedschap is ontstaan."
Bij gebrek aan normen en/of richtsnoeren is er weinig informatie over de vraag of ASTM D4417-methode B de beste methode is voor alle oppervlakken met elektrisch gereedschap of dat er wellicht andere, meer dynamische oplossingen zijn voor het meten van oppervlakken. Met elektrisch gereedschap bereide oppervlakken vertonen kenmerken die bij gestraalde oppervlakken niet aanwezig zijn, namelijk richtingsafwijkingen en verschillen in piekdichtheid tussen de gereedschappen. Het effect van deze kenmerken op specifieke meetmethoden is niet goed bekend.
1 ASTM D4417 "Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel" (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428).
2 D . Beamish, "Replica Tape - Unlocking Hidden Information", Journal of Protective Coatings and Linings, februari 2015, blz. 1 - 6.
3 ISO 8503-5 "Voorbehandeling van stalen substraten voor het aanbrengen van verf en aanverwante producten - Kenmerken van de oppervlakteruwheid van gestraalde stalen substraten - Deel 5: Replicatape-methode voor de bepaling van het oppervlakteprofiel" (Internationale Organisatie voor Normalisatie (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genève 20, Zwitserland).
4 ASTM D7127 "Standard Testmethode voor het meten van de oppervlakteruwheid van met straalmiddel gereinigde metalen oppervlakken met een draagbaar stylusinstrument1 (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428).
5 NACE Standard SP0287, "Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape". (Houston, TX: NACE, 2016).
6 SSPC-PA-17 "Procedure voor het bepalen van de conformiteit met de vereisten voor staalprofielen/oppervlakteruwheid/piektelling" (SSPC: de Society for Protective Coatings, 800 Trumbull Drive, Pittsburgh, PA 15205, USA).
7 ASME Y14.36M 1996 "Surface Texture Symbols" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA).
8 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA).
9 D . Beamish, "Surface Profile - A Comparison of Measurement Methods", DeFelsko Corporation, januari 2013.

.jpg)



