
Dit artikel beschrijft het gebruik van DeFelsko coatingdiktemeters in de zinkverzinkindustrie. Het beschrijft verschillende soorten handmeters, het meetproces, diverse te nemen voorzorgsmaatregelen en een vraag en antwoord sectie voor de meest gestelde vragen over deze toepassing.
Staal corrodeert wanneer een elektrolyt anodes en kathodes verbindt op een stalen oppervlak. De vorming van de corrosiecel veroorzaakt een schilferig ijzeroxide, bekend als roest.
Om roest te voorkomen moet iets de vorming van de corrosiecel voorkomen. Twee gebruikelijke methoden om corrosie op staal te voorkomen zijn:

Verzinken is het proces waarbij een opofferingsanode van zink wordt aangebracht op het oppervlak van een gefabriceerd stalen onderdeel om corrosiebescherming te bieden. De laatste stap in dit proces is de inspectie van:
De dikte van de verzinkte coating is direct gerelateerd aan:
Een dikkere zinklaag leidt tot een langere levensduur van het gecoate onderdeel. Bijgevolg is de inspectie van de zinklaagdikte de belangrijkste stap om de kwaliteit van een gegalvaniseerde coating te bepalen.
De grootte, de vorm en het aantal te testen stukken bepalen de geschikte testmethode. Gespecificeerde testmethoden worden gecategoriseerd als destructief of niet-destructief.
Er zijn vier manieren om de verzinkingsdikte te meten:


De meest praktische manier om de dikte van de galvanisatie te meten is de niet-destructieve methode die gebruik maakt van het magnetische principe om de dikte van de coating te bepalen. Deze test is:
Omdat het niet-destructief is, is magnetische diktemeting de meest gebruikelijke methode om de dikte van een verzinkingslaag te bepalen.
Laagdiktemeters die volgens een magnetisch principe werken, zijn ontworpen om niet-magnetische coatings op ferrometalen te meten. De drie meest voorkomende types magnetische diktemeters vallen in een van de volgende twee categorieën:

1. Mechanische verzinkdiktemeters
2. Elektronische verzinkingsdiktemeters
Mechanische Pen stijl
Mechanisch-Wijzer Type

Elektronisch



Voorzorgsmaatregelen:
Wanneer u een mechanische laagdiktemeter gebruikt, voer dan de volgende stappen uit:
Wanneer u een elektronische laagdiktemeter gebruikt, voer dan de volgende stappen uit:
Duplex-coatingsystemen maken gebruik van een combinatie van twee corrosiebeschermingssystemen - meestal verf of poedercoating over gegalvaniseerd staal (thermisch verzinken, elektrolytisch verzinken of zinkspuiten). De corrosiebescherming die voortvloeit uit een duplexbekledingssysteem is superieur aan elk afzonderlijk gebruikt beschermingssysteem.
De PosiTector 6000 FNDS laagdiktemeter van DeFelsko meet niet-destructief de afzonderlijke diktes van zowel de verf- als de zinkverzinklagen in een duplex coatingsysteem met één enkele aflezing.
Zie onze toepassingsnota over de diktemeting van het Duplex coatingsysteem voor meer informatie.

Magnetische coatingdiktemeters geven meetwaarden aan in eenheden van lineaire afstand, niet van coatinggewicht. De meetwaarde kan echter gemakkelijk worden omgezet in een uitdrukking van coatinggewicht.

De voorgaande grafiek wordt in de onderstaande tekst gekarakteriseerd:
Om te converteren van: | Naar: | Vermenigvuldig met:
- oz./ft2 | mils | 1.684
- oz./ft2 | microns | 42.78
- oz./ft2 | gm/m2 | 305,15
- mils | microns | 25.4
- mils | gm/m2 | 181,18
- mils | oz./ft2 | 0.5938
- micron | gm/m2 | 7,133
- microns | oz./ft2 | 0.023375
- microns | mils | 0.03937
- gm/m2 | oz./ft2 | 0,03277
- gm/m2 | mils | 0,005519
- gm/m2 | micron | 0,14019

Voorbeeld A: Stel je voor dat je een meting doet op een staalrol gecoat met zinkverzinking met een PosiTector 6000 F meter en je krijgt een enkelzijdige diktemeting van "0,35 mils". Dit kan eenvoudig worden omgezet naar oz/ft² met behulp van de volgende methode:
Voorbeeld B: U kunt ook snel bevestigen dat een gegalvaniseerde staalplaat voldoet aan een bepaald coatinggewicht. Volgens ASTM A653 betekent een G90-coatingaanduiding dat het zinkgewicht aan beide zijden van een staalplaat 0,90 oz/ft² bedraagt.
Een magnetische diktemeter meet echter maar één kant. Daarom:
0,45 oz./ft² x 1,684 = 0,76 mils per zijde, of 0,45 oz./ft² x 42,78 = 19 micron per zijde.
Voorbeeld C: Om gram/meter² te berekenen uit een resultaat in micron, vermenigvuldig eerst de meetwaarde (of het gemiddelde van een reeks meetwaarden) met een factor 2, en vermenigvuldig dan dat resultaat met 7,133. De uiteindelijke berekening geeft het coatinggewicht aan voor beide zijden van het gecoate onderdeel.
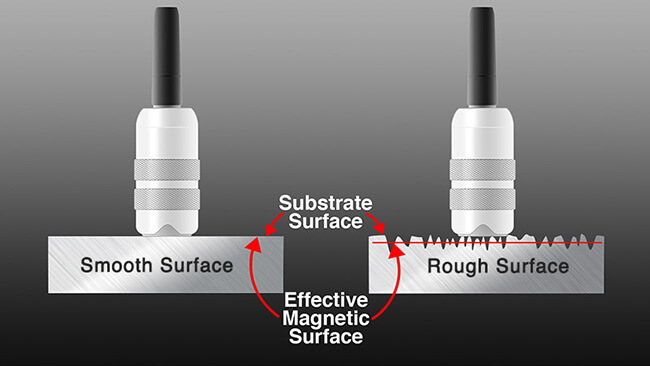
A: Hoewel het gegalvaniseerde oppervlak glad lijkt, bestaan er microscopische oppervlakteruwheden op zowel het zink als het staal. Daarom wordt de dikte van de coating het best weergegeven door het gemiddelde te nemen van een reeks metingen volgens ASTM A123.
A: Magnetische coatingdiktemeters geven meetwaarden aan in eenheden van lineaire afstand, niet van coatinggewicht. De meterstand kan echter gemakkelijk worden omgezet in een uitdrukking van coatinggewicht met behulp van een conversietabel of een vermenigvuldigingsfactor.

A: Volgens ASTM A653 betekent een G90-coating dat het gewicht van het zink aan beide zijden van een staalplaat 0,90 oz./ft2 bedraagt.
Een magnetische diktemeter meet slechts één kant.
Daarom:
Fragmenten uit ASTM A123 Standard Specificatie voor zinkcoating (thermisch verzinkt) op ijzer- en staalproducten:
ASTM A123/A123M-Standard Specificatie voor zinkcoating (thermisch verzinkt) op ijzer- en staalproducten.
ASTM E376-Standard Practice for Measuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Examination Methods.
ASTM A153/A153M-Standard Specificatie voor zinkcoating (Hot-Dip) op ijzer en staalbeslag
ASTM A653/A653M-Standard Specificatie voor staalplaat, met zink bekleed (gegalvaniseerd) of met een zink-ijzerlegering bekleed (gegalvaniseerd) door middel van het warmdompelproces.
ASTM A767/A767M-Standard Specificatie voor met zink beklede (gegalvaniseerde) stalen staven voor betonwapening
ASTM D7091-Standard Praktijk voor niet-destructieve meting van de droge laagdikte van niet-magnetische coatings op ferrometalen en niet-magnetische, niet-geleidende coatings op non-ferrometalen.

.png)







