
Klik hier voor de volledige PDF van dit verslag.
Bij een recent coatingproject moesten hechtingstesten worden uitgevoerd volgens ASTM D4541. De gespecificeerde vereisten waren dat er minimaal één test moest worden uitgevoerd per 1.000 vierkante meter coating en één test per 100 vierkante meter coatingreparatie. De coating specificatie zelf vereiste een minimale hechting van 1.000 psi. De specificatie van de coating was echter afgestemd op een bepaald polyurethaan met 100% vaste stoffen waarvoor op het productinformatieblad een hechtingswaarde van 2.000 psi werd geadverteerd. Voor aanvang van de werkzaamheden werd besloten dat de coating moest worden getest at minimaal 1.900 psi. Het leek redelijk dat de hechting van de coating at minste 95% van de geadverteerde waarde zou moeten zijn (95% van 2.000 psi = 1.900 psi). Veel tests waren tot 2.000 psi of meer zonder hechtingproblemen. Helaas voor de aannemer voldeden veel tests niet aan de minimumvereiste van 1.900 psi. Een paar mislukte tests met een zeer klein totaaloppervlak betekende dat de aannemer grote oppervlakken opnieuw moest stralen en coaten. Tjonge, wat zat hij vast!
Het is noodzakelijk dat een coating goed hecht aan het substraat, en het testen van de hechting lijkt een eenvoudige taak. Maar coatinghechting is uiterst complex en wordt slecht begrepen. Eenvoudige hechtingstests zoals het aftasten en proberen de coating op te tillen met een plamuurmes of zakmes zijn subjectief. Pull-off trekproef is conceptueel eenvoudig en levert een enkele discrete grootheid op - de kracht die nodig is om breuk te veroorzaken. De aard van de coatingbreuk in termen van adhesief vs. cohesief falen moet worden genoteerd, evenals de relatieve gebieden, en dat is soms ook zo, maar het is die discrete kwantitatieve waarde die mensen begeren.
Hoewel het testresultaat een enkele numerieke waarde is, is een dergelijke test slechts een indicatie van de relatieve prestatie. Het testen van de hechting van coatings is meer dan het gebruik van een instrument om een numeriek resultaat te verkrijgen dat kan worden gebruikt als geslaagd/afgekeurd criterium. De testmethode ASTM D4541 werd gespecificeerd, maar zij verschaft informatie die bij dit project volledig werd genegeerd.
De test weerspiegelt zowel materiaal- als instrumentele parameters. Verschillende gereedschappen en verschillende lijmen geven verschillende waarden. Verschillen in temperatuur, vochtigheid en andere factoren compliceren de zaak. Zelfs de stijfheid van het substraat beïnvloedt de testresultaten. Als alle andere factoren gelijk blijven, zijn de testwaarden bijvoorbeeld doorgaans hoger bij staal van 1 ⁄4 inch dik dan bij staal van 1 ⁄8 inch dik.
Het belangrijkste probleem is dat de testmethode lijdt aan een gebrek aan reproduceerbaarheid. Paragraaf 6.1.1 van ASTM D4541 zegt dat er gewoonlijk at minste drie herhalingen nodig zijn om het testgebied statistisch te categoriseren (in vergelijking met de werkvereiste van één test per 1.000 vierkante voet). Net als bij SSPC-PA 2 is het doel om een gebied statistisch te categoriseren, niet om een lage waarde te zoeken en te vinden.
ASTM D4541-02 bevat een hoofdstuk over precisie en een tabel met de verwachte variantie voor laboratoriumtestresultaten (zowel intra-laboratorium - uitgevoerd in hetzelfde laboratorium - als inter-laboratorium - een vergelijking tussen verschillende laboratoria). De variabiliteit wordt gepresenteerd in drie verschillende vormen. De eerste is de variatiecoëfficiënt, een decimaal of percentage dat wordt bepaald door de standard afwijking van een monster te delen door het gemiddelde. De tweede is in termen van vrijheidsgraden, die betrekking hebben op de t-verdeling van de steekproef. (Denk in termen van de bekende bell curve.) Dit zijn termen waar alleen een statisticus van kan houden. Gelukkig is de derde benadering eenvoudiger en beter geschikt voor coatingspecialisten: een maximaal aanvaardbaar percentage verschil.
Uit de tabel blijkt dat, afhankelijk van het type instrument, het aanvaardbare procentuele verschil tussen twee waarden kan liggen tussen ongeveer 25% en 58%. Dat geeft duidelijk aan dat de test vrij variabel is, maar een voorbeeld helpt. Voor een type IV-instrument dat in hetzelfde laboratorium wordt gebruikt, geeft tabel 1 van ASTM D4541-02 een variatiecoëfficiënt van 8,5%, zijn er 48 vrijheidsgraden en is het maximaal aanvaardbare verschil 29%. Het verschil in procent ten opzichte van twee testresultaten wordt bepaald door onderstaande eenvoudige vergelijking.
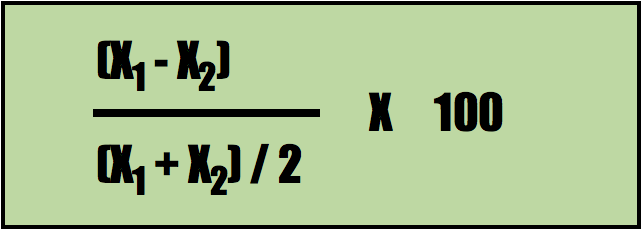
Beschouw nu twee testwaarden: 2100 psi en 1600 psi. Wanneer deze in de vergelijking worden opgenomen, levert dat een resultaat van 27% op, wat minder is dan het maximaal aanvaardbare verschil van 29% dat in de ASTM-tabel wordt vermeld. De aangegeven nauwkeurigheid van de testmethode is zo gering dat geen van deze twee waarden, 2.100 psi of 1.600 psi, als de juiste kan worden beschouwd. Bij een zeer kleine steekproef van slechts enkele metingen moeten deze twee waarden terecht als vrijwel hetzelfde resultaat worden beschouwd. Dat is geen gezond verstand, maar dat is precisie voor jou, of het gebrek daaraan.
Van nauwkeurigheid en precisie wordt soms gedacht dat ze min of meer hetzelfde zijn, terwijl ze in feite heel verschillend zijn. Nauwkeurigheid is een kwestie van doelgerichtheid. Precisie is een kwestie van herhaalbaarheid en reproduceerbaarheid. Als je bijvoorbeeld dartpijltjes gooit en op de roos mikt, als je drie pijltjes gooit die elk een centimeter van het midden van de roos landen, maar at de hoeken van een gelijkzijdige driehoek, dan heb je een goede nauwkeurigheid, maar een slechte precisie. De darts zijn allemaal dicht bij het doel, maar ze zijn niet dicht bij elkaar. In feite bevinden ze zich aan alle kanten van het doel. Daarentegen, als alle drie de darts in de dubbele 20 opening landen, is de nauwkeurigheid slecht, maar de precisie uitstekend. Voor goede nauwkeurigheid en goede precisie moet je alle drie de darts dicht bij de roos en dicht bij elkaar plaatsen.
De verschillende soorten trekbankjes kunnen worden gekalibreerd voor een goede nauwkeurigheid. De tekortkoming van de testmethode is echter dat de precisie niet erg goed is. Het is niet erg nauwkeurig in het laboratorium. Verwacht niet dat het onder veldomstandigheden beter zal zijn.
Het specificeren van een minimale treksterkte van 1.900 psi op dit project om binnen 5% van de geadverteerde treksterkte van 2.000 psi te komen voor de coating die wordt gebruikt, lijkt redelijk als je niets weet over coatings als materialen, de testinstrumenten en de ASTM D4541 standard . De hechting van coatings is at niet te vergelijken met de treksterkte van staal of de druksterkte van beton. Een coating met een hechtingswaarde van 2.000 psi is niet twee keer zo goed als een coating met een hechtingswaarde van 1.000 psi. Het is zelfs zo dat een coating met een lagere hechtingswaarde beter kan presteren. PSI is een handige en bekende meeteenheid. Coatings kunnen per vierkante voet worden aangebracht, maar ze presteren of falen niet per vierkante meter. Blijf niet achter magische getallen aanzitten.








