Omdat eigenaars van transportfaciliteiten hun constructies willen beschermen tegen corrosie en tegelijkertijd de overlast voor het reizende publiek willen beperken, kiezen velen voor thermische spuitcoatings in plaats van de meer conventionele vloeibare coatings. Thermische spuitcoatings hebben een geschiedenis van 30 tot 50 jaar voordat reparatiewerkzaamheden nodig zijn; de hogere kosten van TSC betalen zichzelf dus terug en omdat er minder reparatiewerkzaamheden nodig zijn, ondervindt het publiek minder overlast.
Het meest gebruikte materiaal voor thermische sproeicoating (TSC) in de Amerikaanse transportsector is zink-aluminium 85/15. De TSC wordt ofwel aan de elementen blootgesteld om een natuurlijke afdichting te vormen door oxidatie van het zink en het aluminium, ofwel kort na het aanbrengen van de TSC afgedicht met een penetrerende afdichting. De hechting van de TSC wordt doorgaans getest volgens ASTM D4541, Test Method for Pull-Off Strength Using Portable Adhesion Testers. Volgens SSPC-CS 23.00(I), Interim Specification for the Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites for the Corrosion Protection of Steel, is de minimaal te accepteren hechtingswaarde met 85/15 Zn/Al TSC 700 psi. Bij één project onderzochten wij of oxidatie van de TSC of penetrerende afdichtingsmiddelen de hechtingswaarden van de TSC beïnvloeden. Hoewel het hechtingsmechanisme en de duur van de verbeterde hechting niet helemaal duidelijk zijn, blijkt uit onze veldproeven dat afdichtingsmiddelen de hechting van de TSC kunnen verbeteren. Nog belangrijker is dat wij ons realiseren dat bij het specificeren van hechtingstests op TSC de specificeerder moet aangeven of de tests op de verzegelde of niet verzegelde coating moeten worden uitgevoerd.
In 2002 wilde de Niagara Falls Bridge Commission de langetermijnvoordelen van TSC realiseren op de drukbezochte Rainbow Bridge, die Niagara Falls, New York, VS, en Niagara Falls, Ontario, Canada, met elkaar verbindt. Ons bedrijf beheerde het project van 40.500 vierkante meter.
Het productiewerk was in handen van Clara Industrial Services, Ltd., Thunder Bay, ON. MISCO Inspection Services Co. Ltd. uit Picton, ON, verzorgde de kwaliteitscontrole van de aannemer. Volgens de projectspecificaties moest de hele structuur bedekt worden met 8-12 mils 85/15 Zn/Al, gevolgd door 0,5-1,5 mils penetrerende verzegeling die binnen acht uur na het aanbrengen van de TSC werd aangebracht. Het contract specificeerde ook periodieke hechtingstesten zoals vereist door de ingenieur. Tijdens het uitvoeren van de hechtingstesten merkte het inspectieteam een aanzienlijk verschil op in de hechtingswaarden waar de dollies op het oppervlak werden geplaatst vóór de verzegeling in vergelijking met de waarden na de verzegeling. Hoewel alle waarden voldeden aan de gespecificeerde minimumeis van 700 psi, werden we nieuwsgierig en organiseerden we aanvullende veldproeven.
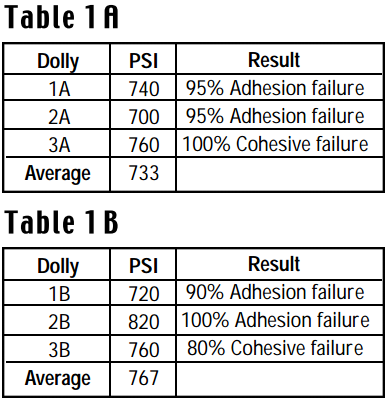
Het doel van de praktijktest was om te bepalen welke eventuele effecten de natuurlijke verzegeling door oxidatie van de TSC of de penetrerende verzegeling zou hebben op de hechtingswaarden van de TSC. Er werd een test opgezet met drie afzonderlijke platen. Alle platen werden gestraald volgens SSPC-SP 5, White Metal Blast Cleaning, met #20 nikkelslak. Het ankerprofiel was 4,0-4,5 mils. Er werd een tweecomponenten epoxylijm gebruikt om de dollies te bevestigen. Hechtingstesten werden uitgevoerd met een PosiTest® AT zelfuitlijnende hechtingstester in overeenstemming met ASTM D4541, testmethode E. Op plaat #1 (Fig. 1) werd TSC aangebracht met een gemiddelde dikte van 12,8 mils; drie dollies werden op de plaat geplaatst en de volgende dag getrokken om 1A voor te stellen. De gemiddelde hechtingswaarde van de drie was 733 psi, met als resultaat dat de coating niet hechtte aan het substraat en dat de cohesie binnen de TSC faalde. De plaat bleef drie maanden liggen at temperaturen van 18 tot 27 graden F (65 tot 80 F) en 50-70% relatieve vochtigheid (RH), waardoor oxidatie van de TSC kon plaatsvinden. Drie dollies werden opnieuw op plaat #1 geplaatst en de volgende dag uitgetrokken om 1B voor te stellen. De gemiddelde hechtingswaarde van de drie was 767 psi, met resultaten van mislukte hechting van de coating aan het substraat en mislukte cohesie binnen de TSC (tabellen 1A en 1B). Er was slechts een toename van 5% in de hechtingswaarden en geen verandering in de faalwijzen, wat suggereert dat de natuurlijk gevormde oxidelaag binnen de TSC geen direct effect had op de hechting van de TSC.

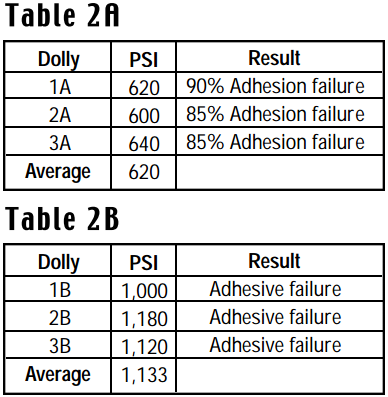
Op plaat #2 (Fig. 2) was TSC aangebracht met een gemiddelde dikte van 12 mils; er werden drie dollies op de plaat geplaatst en de volgende dag getrokken om 2A voor te stellen. De gemiddelde hechtingswaarde van de drie was 620 psi, met als resultaat dat de coating niet aan het substraat hechtte. De plaat bleef drie maanden liggen (65-80 F [18-27 C] en 50-70% RV), waardoor oxidatie kon plaatsvinden. Vervolgens werd een penetrerende afdichtingslaag van Corothane I Preprime (uitgehard at 800 F [427 C] en 60% RV) aangebracht at een dikte van 0,5-1,5 mils (13-38 micron). Drie dollies werden op plaat #2 geplaatst en de volgende dag getrokken om 2B voor te stellen. De gemiddelde hechtingswaarde van de drie was 1.133 psi met 100% kleefstoring (tabellen 2A en 2B). Deze resultaten geven aan dat de sealer een duidelijk effect had op de hechting van de TSC, met een toename van 83% in de hechtingswaarden.

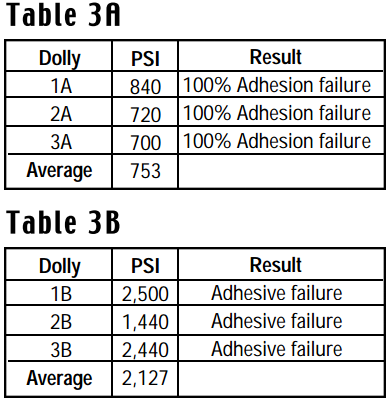
Op plaat #3 (Fig. 3) werd TSC aangebracht at 10,4 mils. De plaat werd gemaskeerd en in tweeën gedeeld. Op de blootliggende TSC at 0,5-1,5 mils sealer aangebracht. Nadat de verzegeling was uitgehard, werden er drie dollies op elke sectie geplaatst en de volgende dag getrokken, waarbij de niet-verzegelde sectie 3A voorstelde en de verzegelde sectie 3B. De gemiddelde hechtingswaarde van het niet gesealde deel was 753 psi, waarbij de hechting van de coating at het substraat mislukte. De gemiddelde hechtingswaarde van het afgedichte gedeelte was 2.127 psi met kleefstoring (tabellen 3A en 3B). De toename van 183% in hechtingswaarden bij het afgedichte deel ten opzichte van het niet-afgedichte deel wijst op een aanzienlijke toename in hechtingswaarden wanneer de verzegeling kort na de TSC wordt aangebracht.

Uit onze veldproeven is gebleken dat natuurlijke oxiden, die zich in de poriën van het TSC ontwikkelen, de hechtingswaarden niet beïnvloeden. Vloeibare sealers kunnen de hechtingswaarden van TSC beïnvloeden, zelfs wanneer zij worden aangebracht nadat minimale oxidatie heeft plaatsgevonden. Ze hebben ook een effect op de hechtingswaarden wanneer ze kort na de TSC worden aangebracht, zo bleek uit onze tests. Afdichtmiddelen met goede bevochtigingseigenschappen kunnen in losse gebieden (of scheuren) doordringen en de holten en poriën in TSC afdichten. Het is mogelijk dat wanneer een penetrerende sealer over TSC wordt aangebracht, de sealer in de poriën en holten van TSC sijpelt en een sterkere hechting creëert.
Wanneer TSC's worden overwogen voor corrosiebestrijding, moet de eigenaar at de voordelen van het aanbrengen van een vloeibare verzegeling op de TSC. SSPC-CS 23.00(I) beveelt aan om de sealer zo snel mogelijk na de TSC's aan te brengen, of binnen acht uur. De toename in de hechtingswaarden van de TSC wanneer de sealer binnen deze parameters wordt aangebracht, is duidelijk en moet worden opgemerkt. Wanneer je hechtingstests voor een project voorschrijft, moet je aangeven of de tests moeten worden uitgevoerd op de niet afgedichte of op de afgedichte TSC.
Robert H. Unger, "Thermal Spraying of Bridges," Thermal Spray: Advances in Coatings Technology, Proceedings of the National Thermal Spray Conference, Orlando, FL, USA, 14-17 september, 1988-8708-011.
Joseph T. Butler, Metallizing for Corrosion Control, Vol. 1, Issue 1 (januari 2000).
SSPC-CS 23.00(I), Interim Specificatie voor de toepassing van thermische sproeicoating (metalliseren) van aluminium, zink en hun legeringen en composieten voor de corrosiebescherming van staal, SSPC Painting Manual, SSPC: Pittsburgh, PA (maart 2000).
Eric C. Lohrey, Metallizing Steel Bridges in the Field, JPCL (mei 1995), blz. 39-50.